Rechargement dur Ni + carbures de tungstène fondus : intérêt du GMAW assisté par fil chaud (HW-GMAW)
Soudage GMAW assisté par fil chaud pour le rechargement dur à base de nickel renforcé par carbures de tungstène fondus
Influence de l’application d’un fil chaud additionnel sur la dégradation et la distribution des carbures de tungstène fondus
D’après les travaux de
K. Günther, J. P. Bergmann, C. Zhang, M. Rosenberger et G. Notni
Résumé
Le rechargement dur à base de nickel renforcé par des carbures de tungstène fondus (Fused Tungsten Carbides, FTC) est largement utilisé pour améliorer la résistance à l’usure dans des secteurs sévères tels que l’exploitation minière, le forage pétrolier ou les équipements fortement abrasés. Parmi les procédés industriels employés, le PTAW (Plasma Transferred Arc Welding) et le GMAW (Gas Metal Arc Welding) sont les plus répandus.
Le GMAW présente plusieurs avantages pratiques : alimentation contrôlée du métal d’apport sous forme de fil fourré, mise en œuvre relativement simple sur site, haut niveau de mécanisation et productivité élevée. Cependant, ce procédé présente également des limites métallurgiques importantes lorsqu’il est utilisé pour déposer des rechargements contenant des FTC. En effet, les carbures sont soumis directement aux températures très élevées de l’arc, ce qui favorise leur dissolution. En outre, l’augmentation du taux de dépôt s’accompagne généralement d’une augmentation de l’apport thermique, aggravant à la fois la dilution et la dégradation des phases dures.
Afin de surmonter cette limitation, une stratégie innovante de GMAW assisté par fil chaud (Hot Wire-Assisted GMAW, HW-GMAW) a été développée. Le principe consiste à dissocier l’apport matière de l’apport énergétique : une partie du matériau est apportée par l’électrode GMAW, tandis qu’un fil supplémentaire, chauffé par effet Joule mais non porté par l’arc principal, est introduit directement dans le bain. Cette approche permet de réduire la puissance globale du procédé, d’abaisser la température maximale du bain et de limiter la dégradation des FTC.
Les résultats montrent que le HW-GMAW permet d’atteindre des taux de dilution d’environ 5 % pour des taux de dépôt proches de 12 kg/h, soit des performances qui s’approchent de celles du PTAW tout en conservant les avantages opérationnels du GMAW. Le procédé modifié influence aussi fortement le comportement des carbures : leur dégradation est réduite, leur distribution dans la matrice devient plus homogène et la résistance à l’usure des rechargements multicouches est améliorée.
Mots-clés
Fil chaud – GMAW – Rechargement dur – Carbures de tungstène fondus – Hardfacing – Dilution – Usure abrasive
1. Introduction
Pour accroître la résistance à l’usure d’outils ou de composants exposés à des sollicitations abrasives sévères, les alliages à base de nickel renforcés par des phases dures sont couramment utilisés en rechargement. Les particules dures jouent le rôle d’obstacles vis-à-vis des abrasifs pénétrants et améliorent de façon significative la tenue tribologique des dépôts.
Parmi ces phases dures, les carbures riches en tungstène, et en particulier les carbures de tungstène fondus (FTC), occupent une place majeure. Leur excellente résistance à l’abrasion est liée à une microstructure spécifique de type eutectoïde constituée principalement de WC et de W₂C. Cette combinaison apporte simultanément une grande dureté et une ténacité à la rupture supérieure à celle d’autres renforts durs disponibles commercialement.
Toutefois, les FTC sont métallurgiquement sensibles. Leur stabilité dépend fortement de leur histoire thermique. Des températures élevées favorisent la transformation et la dissolution de la phase W₂C selon la réaction :W2C→WC+W
Cette dégradation conduit à une perte de fraction volumique utile en carbures, ainsi qu’à la formation de précipités riches en tungstène, souvent fragiles, au sein de la matrice. En conséquence, la résistance à l’usure du dépôt diminue. À cela s’ajoute un second problème : en phase liquide, les FTC ont tendance à se ségréger sous l’effet des différences de densité entre les particules dures et la matrice liquide.
Dans ce contexte, la maîtrise du procédé de soudage est essentielle. Parmi les procédés utilisés industriellement pour déposer des revêtements Ni-FTC, le PTAW et le GMAW dominent. Le PTAW est reconnu pour la qualité métallurgique de ses dépôts, notamment en matière de faible dilution. Le GMAW, de son côté, se distingue par sa simplicité d’emploi, sa mécanisation facile et sa forte productivité. Mais sa grande faiblesse, dans ce type d’application, réside dans le fait que l’apport matière et l’apport thermique sont étroitement couplés.
Autrement dit, lorsqu’on cherche à augmenter le taux de dépôt en GMAW, on accroît simultanément l’énergie apportée au bain, ce qui augmente la dilution et la dégradation des FTC. Cette dépendance limite fortement le domaine opératoire du procédé.
Pour remédier à cette contrainte, les auteurs ont proposé d’ajouter un fil chaud alimenté directement dans le bain. Le concept est particulièrement intéressant car il permet d’augmenter l’apport matière sans soumettre l’ensemble des carbures à l’environnement thermique extrême de l’arc. Les hypothèses de travail étaient les suivantes :
- l’ajout d’un fil chaud doit réduire la dilution en abaissant la température maximale du bain ;
- la répartition de l’apport matière entre l’électrode GMAW et le fil chaud doit permettre un réglage indépendant du taux de dépôt et du taux de dilution ;
- l’introduction des FTC par le fil chaud doit réduire leur exposition thermique directe ;
- la modification de l’écoulement du bain doit contribuer à homogénéiser la distribution des carbures.
2. Matériaux et méthodes
2.1. Équipement expérimental
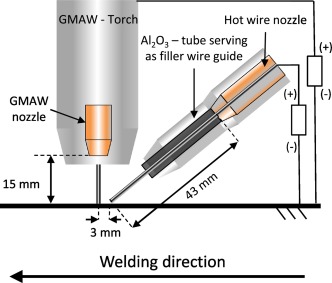
Les essais ont été réalisés avec une source GMAW Alpha Q 552. Le fil chaud était alimenté par une source Triton 260 TGD fonctionnant en chauffage résistif. La tension maximale du circuit de fil chaud était limitée à 8 V afin d’éviter tout amorçage parasite d’arc sur ce second fil.
Le déplacement de l’ensemble était assuré par un actionneur linéaire motorisé. La configuration de la torche GMAW et de la buse du fil chaud permettait l’introduction du fil additionnel directement dans le bain de fusion.
2.2. Matériau d’apport
Le matériau utilisé était un fil fourré NiBSi de diamètre 1,2 mm, contenant des FTC. Le même fil était utilisé à la fois comme électrode GMAW et comme fil chaud additionnel.
Composition chimique du fil fourré Ni-FTC
- Ni : base
- C : 0,40 %
- Si : 1,20 %
- B : 2,05 %
- FTC : 55,00 %
Le gaz de protection était de l’argon avec 2 % de CO₂.
2.3. Métal de base
Le substrat était un acier non allié S355 J2+N, sous forme d’éprouvettes de 5 × 50 × 150 mm. Avant soudage, les surfaces ont été dégraissées à l’isopropanol puis bridées sur un montage refroidi à eau afin d’assurer des conditions d’essai reproductibles.
2.4. Mesures électriques et thermiques
Les courants et tensions du procédé GMAW ainsi que ceux du fil chaud ont été mesurés à 50 kHz. Cela a permis de calculer :PGMAW+HW=IGMAWUGMAW+IHWUHW
L’objectif était de quantifier la puissance totale injectée et de comparer les contributions respectives de l’arc principal et du fil chaud.
Des thermocouples de type C ont été insérés dans le bain de fusion pour mesurer les températures maximales. Des observations par caméra infrarouge ont également été réalisées afin d’analyser l’écoulement du bain et sa relation avec la distribution des carbures.
2.5. Analyses métallographiques
Trois coupes transversales ont été prélevées par échantillon. Elles ont été préparées métallographiquement puis analysées macroscopiquement et microscopiquement.
Le taux de dilution a été déterminé à partir des sections fondues. Après attaque au réactif de Murakami, les FTC apparaissaient en noir dans la matrice à base de nickel. Un traitement d’image sous Matlab a ensuite permis de mesurer automatiquement la teneur surfacique en FTC, exprimée en pourcentage surfacique (A%).
2.6. Essais d’usure
La tenue à l’usure a été évaluée à l’aide d’un essai abrasif deux corps de type “Verschleißtopftest”. Trois éprouvettes par dépôt ont été testées pendant 12 heures dans un abrasif à base de cristaux de silice. Les pertes de masse ont permis de calculer une résistance à l’usure volumique spécifique, rapportée à un acier de référence.
3. Résultats
3.1. Comportement du GMAW conventionnel
Les premières observations réalisées en GMAW conventionnel montrent clairement deux phénomènes :
- les FTC ont tendance à se ségréger dans le bain,
- la dilution et la dégradation des carbures augmentent avec l’énergie introduite.
Lorsque la vitesse de dévidage du fil GMAW passe de 4 à 5 m/min, à tension constante, la dilution augmente et la teneur en FTC diminue. De même, lorsque la tension de soudage augmente à vitesse de fil constante, la teneur en FTC chute fortement.
Les meilleurs résultats ont été obtenus dans une fenêtre opératoire étroite, caractérisée par :
- vitesse fil GMAW = 4 m/min
- tension = 18 à 20 V
- mode de transfert par court-circuit
Dans cette zone, la teneur maximale en FTC dans le dépôt atteignait environ 20 A%. Dès que la tension augmentait, la teneur chutait jusqu’à environ 2 A%.
Ce résultat montre que, dans le GMAW classique, les bonnes propriétés métallurgiques ne sont accessibles qu’au prix d’une productivité relativement faible.
3.2. Effet du fil chaud sur la puissance et la température du bain
L’introduction du fil chaud modifie profondément le bilan énergétique du procédé.
Pour un cas de référence avec 10 m/min de vitesse d’alimentation totale, un GMAW conventionnel nécessitait une puissance d’environ 7 kW. En répartissant l’apport matière entre l’électrode GMAW et le fil chaud, la puissance totale pouvait être réduite à environ 5 kW, soit une baisse d’environ 29 %.
La puissance nécessaire au fil chaud restait faible, de l’ordre de 650 W, ce qui confirme que la fusion de ce fil demande beaucoup moins d’énergie que son transfert par l’arc principal.
Cette baisse de puissance se traduit directement par une réduction de la température maximale du bain :
- GMAW : ~1550°C
- HW-GMAW : ~1400°C
Il s’agit d’un résultat central : le fil chaud permet d’augmenter l’apport matière tout en abaissant la température du bain, ce qui revient à découpler productivité et dégradation métallurgique.
3.3. Effet du fil chaud sur la dilution
À taux de dépôt comparables, le HW-GMAW réduit très fortement la dilution.
Par exemple :
- GMAW conventionnel : dilution d’environ 27 %
- HW-GMAW : dilution d’environ 8 %
Des essais complémentaires ont montré que, pour des taux de dépôt allant jusqu’à 11,8 kg/h, la dilution restait comprise entre 3 et 8 % lorsque le rapport des vitesses de fil vGMAW/vHW = 1.
Autrement dit, le procédé permet de travailler à des niveaux de productivité proches du PTAW, tout en maintenant une dilution faible, ce qui constitue un avantage majeur pour le rechargement dur.
3.4. Effet du fil chaud sur la teneur en FTC
L’augmentation de la vitesse de soudage ainsi que des vitesses de dévidage en HW-GMAW s’accompagne d’une augmentation de la teneur en FTC dans le dépôt. Les valeurs maximales atteignent environ 11 A% pour :
- vitesse de soudage ≥ 1000 mm/min
- vGMAW = 10 m/min
- vHW = 10 m/min
Cette teneur reste inférieure au maximum observé dans la meilleure fenêtre du GMAW conventionnel (~20 A%), mais elle est obtenue avec des taux de dépôt très supérieurs et, surtout, avec une faible dilution.
3.5. Dépôts plans et comportement à l’usure
Lorsqu’on passe de cordons isolés à de véritables dépôts plans multicouches, le HW-GMAW montre un avantage encore plus net.
Dans le cas des dépôts plans :
- le HW-GMAW atteint environ 11,5 A% de FTC ;
- le GMAW conventionnel, pourtant réglé dans sa meilleure fenêtre, ne présente plus qu’environ 7,5 A% de FTC.
La raison est importante sur le plan industriel : en GMAW conventionnel, les passes déjà déposées sont plus fortement refondues par les passes suivantes, ce qui accentue la dégradation thermique des FTC déjà incorporés. En HW-GMAW, cette refusion est nettement plus faible, ce qui permet de conserver la fraction de carbures dans les couches déjà déposées.
Cette différence se reflète directement dans les essais d’usure :
- HW-GMAW : résistance à l’usure = 5,3
- GMAW : résistance à l’usure = 4,4
Le procédé assisté par fil chaud améliore donc à la fois la productivité et les performances fonctionnelles finales.
4. Discussion
4.1. Pourquoi les FTC se dégradent-ils en GMAW ?
Les résultats montrent que la perte de FTC en GMAW est corrélée à l’augmentation de la dilution, mais que la dilution n’est pas le seul mécanisme en jeu.
Plusieurs phénomènes concourent à la perte des carbures :
a) Dissolution thermique
Les températures élevées favorisent la transformation de W₂C et la dissolution partielle des particules.
b) Formation de précipités fragiles
La dégradation conduit à la formation de phases riches en tungstène, voire en fer selon le niveau de dilution, qui dégradent les propriétés du dépôt.
c) Effets liés au transfert métallique
Le passage d’un mode court-circuit à un mode globulaire, lorsque la tension augmente, aggrave encore l’exposition thermique des carbures.
d) Mécanismes de pertes physiques
Des travaux antérieurs ont également montré l’existence de mécanismes de non-mouillage et de surprojection, conduisant à une perte directe de particules de carbures avant même leur incorporation dans le bain.
Le point clé est donc le suivant : les FTC supportent mal l’exposition directe à l’arc.
4.2. Apport spécifique du fil chaud
L’intérêt principal du fil chaud est d’introduire une partie des FTC hors de la zone la plus énergique de l’arc. Les auteurs ont comparé séparément les apports de FTC :
- par l’électrode GMAW,
- par le fil chaud.
Les résultats montrent que les FTC apportés par le fil chaud sont conservés en quantité beaucoup plus importante :
- environ 9 A% via le fil chaud,
- environ 1,5 A% via l’électrode GMAW seule.
Autrement dit, l’introduction des carbures par le fil chaud est 5 à 6 fois plus efficace que leur apport par l’arc principal. Cette observation confirme que la dégradation thermique au cours du transfert dans l’arc constitue le mécanisme dominant de perte.
4.3. Distribution homogène des carbures : rôle de l’écoulement du bain
Le HW-GMAW modifie également l’hydrodynamique du bain. Par rapport au GMAW conventionnel, le bain présente un écoulement plus circulaire, favorable à un brassage plus homogène.
Néanmoins, cette seule modification d’écoulement ne suffit pas. Les observations métallographiques montrent que l’homogénéité finale n’est obtenue que si deux conditions sont réunies :
- un écoulement du bain plus homogénéisant, apporté par le fil chaud ;
- une teneur suffisante en FTC, de sorte que les particules se gênent mutuellement et limitent leur ségrégation ultérieure.
Ainsi, l’homogénéité n’est pas seulement un effet de géométrie du bain, mais le résultat combiné de l’écoulement et de la teneur en phases dures.
5. Conclusion
L’étude démontre que le GMAW assisté par fil chaud constitue une stratégie particulièrement prometteuse pour le rechargement dur à base de nickel renforcé par carbures de tungstène fondus.
Les principaux enseignements peuvent être résumés ainsi :
- le fil chaud permet de découpler l’apport matière de l’apport thermique ;
- la puissance totale du procédé diminue malgré une augmentation du taux de dépôt ;
- la température maximale du bain est réduite ;
- la dilution peut être maintenue autour de 5 %, même pour des taux de dépôt proches de 12 kg/h ;
- la dégradation des FTC est réduite ;
- la distribution des carbures devient plus homogène ;
- les dépôts plans multicouches conservent mieux leur fraction de carbures ;
- la résistance à l’usure finale est supérieure à celle obtenue en GMAW conventionnel.
En pratique, le procédé se rapproche donc de la qualité métallurgique du PTAW, tout en conservant plusieurs avantages du GMAW, notamment en termes de flexibilité et de productivité.
6. Recommandations opératoires issues de l’étude
Pour maximiser la teneur utile en FTC dans le cadre du HW-GMAW, les auteurs recommandent notamment :
- vitesse de soudage ≥ 1000 mm/min
- vitesses de fil élevées, typiquement
vGMAW ≥ 8 m/min et vHW ≥ 8 m/min - répartition équilibrée de l’apport matière entre le fil GMAW et le fil chaud
- optimisation future possible par emploi de fils de plus grand diamètre et par différenciation des compositions entre fil électrode et fil chaud
7. Lecture critique du blog
D’un point de vue industriel, cet article est particulièrement intéressant car il montre une logique que l’on retrouve dans beaucoup de procédés de soudage avancés :
l’amélioration ne vient pas seulement d’une augmentation de puissance, mais d’une meilleure architecture du transfert de matière et de chaleur.
C’est exactement ce qui rend ce travail pertinent pour les domaines du rechargement :
- protection anti-usure,
- revêtements composites métalliques,
- alliages NiBSi renforcés,
- alternatives au PTA,
- optimisation productivité / dilution / microstructure.
Pour un lecteur de terrain, on peut résumer le message ainsi :
- le GMAW seul est rapide mais brutal pour les FTC ;
- le PTAW est propre métallurgiquement mais plus contraignant ;
- le HW-GMAW apparaît comme une voie intermédiaire très performante, capable de combiner productivité élevée et meilleure préservation des carbures.
8. Référence source
Günther, K., Bergmann, J. P., Zhang, C., Rosenberger, M., and Notni, G.
Hot Wire-Assisted Gas Metal Arc Welding of Ni-Based Hardfacing: The degradation behavior and distribution of fused tungsten carbides were influenced by applying an additional hot wire.
Welding Journal, 2018.