Soudage des aciers au carbone avec les aciers inoxydables austénitiques (AISI 304L/316L)
Analyse métallurgique, dilution et prédiction microstructurale (Diagrammes de Schaeffler et DeLong)
1. Introduction
Le soudage hétérogène entre un acier au carbone et un acier inoxydable austénitique (types AISI 304L / 316L) constitue un cas métallurgique critique en raison des phénomènes de dilution et de transformation de phase.
Lors de l’opération de soudage à l’arc avec métal d’apport, la composition du métal fondu résulte d’un mélange typique de :
- ≈ 70 à 80 % métal d’apport
- ≈ 20 à 30 % métal de base
Cette proportion dépend fortement :
- du procédé (GTAW, GMAW, SAW, etc.)
- de la géométrie du joint
- des paramètres thermiques (intensité, énergie linéique, vitesse)
👉 Cette dilution modifie profondément la composition chimique finale du bain et donc sa microstructure après solidification.
2. Risque métallurgique majeur : formation de martensite
Toute dilution d’un inox austénitique (AISI 304L / AISI 316L) avec un acier au carbone entraîne :
- une diminution du taux d’éléments austénitogènes (Ni, C, N)
- une augmentation relative des éléments ferritogènes
➡️ Ceci favorise la transformation :γ→α′ (martensite)
Conséquences :
- augmentation de la dureté (> 350 HV typiquement)
- fragilisation
- baisse de ductilité
- risque de fissuration (notamment à froid)
3. Stratégie métallurgique : utilisation d’un métal d’apport sur allié
Pour compenser la dilution, on utilise un métal d’apport fortement allié, typiquement :
- ER309L
Rôle :
- augmenter le nickel équivalent
- maintenir une solidification austénitique
- éviter la formation de martensite
👉 Condition critique :
la dilution ne doit pas dépasser un seuil critique (~30–35%)
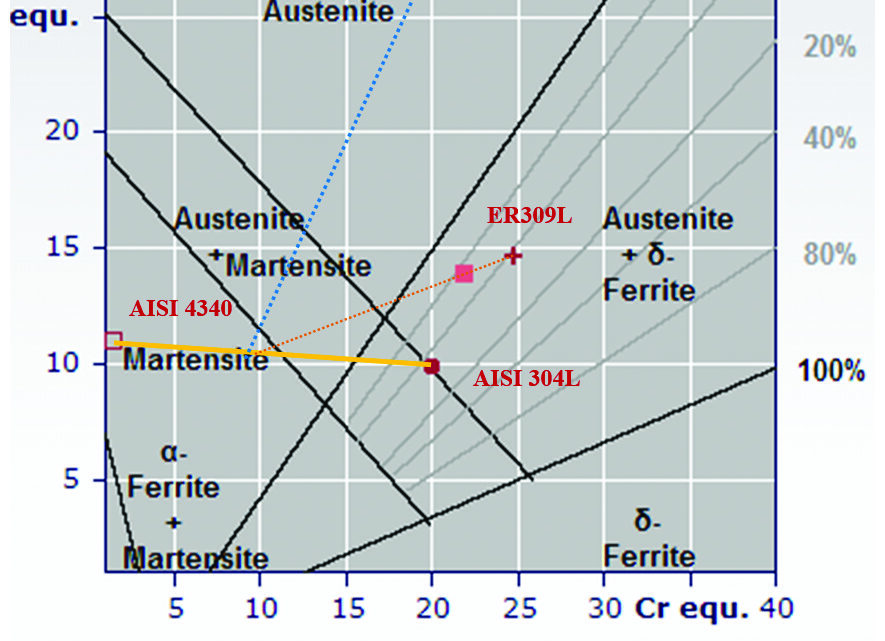
4. Diagramme de Schaeffler : principe et formulation
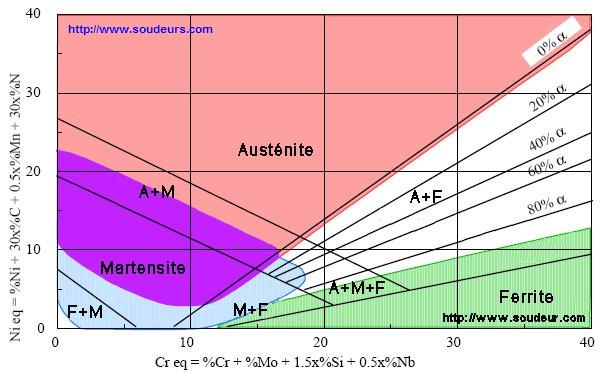
Le diagramme de Schaeffler permet de prédire la microstructure du métal fondu à partir des équivalents chimiques.
4.1 Équivalents chimiques
Nickel équivalent :
Nieq=%Ni+30×%C+0.5×%Mn
Chrome équivalent :
Creq=%Cr+%Mo+1.5×%Si+0.5×%Nb
5. Exemple de calcul
Acier inoxydable AISI-304L :
- Cr = 18.2 %
- Ni = 10.1 %
- Mn = 1.2 %
- Si = 0.4 %
- C = 0.02 %
Nieq=10.1+(30×0.02)+(0.5×1.2)=11.3 Creq=18.2+(1.5×0.4)=18.8
Métal d’apport ER309L :
- Nieq≈14.35
- Creq≈24.9
👉 Position clairement dans le domaine austénitique + ferrite δ
6. Limites du diagramme de Schaeffler
Le diagramme ne prend pas en compte l’azote (N), pourtant :
- très puissant austénitique
- essentiel dans les inox modernes (duplex, super-duplex)
7. Diagramme de DeLong et Ferrite Number (FN)
Le diagramme de DeLong corrige cette limitation en introduisant :Nieq=%Ni+30C+0.5Mn+30N
Ferrite Number (FN)
- mesure magnétique de la ferrite δ
- standard industriel (AWS A4.2 / ISO 8249)
👉 Objectif typique :
- FN = 3 à 10 pour éviter fissuration à chaud et corrosion
8. Cas pratique : soudage acier carbone + ER308L
8.1 Avec métal d’apport ER308L
- dilution → déplacement vers zone martensitique
- risque élevé de structure fragile
8.2 Avec métal d’apport ER309L
- déplacement vers domaine austénite + ferrite
- structure stable et ductile
9. Méthode graphique pour assemblages dissemblables
Procédure rigoureuse :
- tracer les deux métaux de base
- relier par une droite
- définir point B (mélange sans apport)
- tracer ligne vers métal d’apport
- positionner point A selon dilution réelle
👉 Point A = microstructure finale du métal fondu
10. Détection expérimentale de la martensite
Méthodes :
- mesure de dureté (HV)
- martensite → dureté élevée
- essai de pliage (side bend test – ASME IX)
- rupture → présence de phases fragiles
👉 Important :
La martensite dans ce cas n’entraîne généralement pas de fissuration hydrogène, car :
- l’austénite dissout efficacement l’hydrogène
11. Maîtrise de la dilution
Causes principales de dilution élevée :
- intensité élevée (SAW, GMAW fort courant)
- vitesse de soudage élevée
- tôles fines (GTAW)
- préparation de joint (chanfrein droit)
Solutions industrielles :
- beurrage préalable (buttering)
- réduction de l’énergie linéique
- choix du procédé
- géométrie optimisée du joint
12. Conclusion
Le soudage des aciers au carbone avec les aciers inoxydables austénitiques constitue un cas emblématique de métallurgie appliquée au soudage, où :
- la dilution contrôle la microstructure
- la composition chimique effective gouverne les transformations de phase
- le choix du métal d’apport est déterminant
Les diagrammes de Schaeffler et DeLong restent des outils fondamentaux, bien que simplifiés, pour :
- la conception des DMOS / WPS
- la prévention des défauts métallurgiques
- l’optimisation des assemblages hétérogènes
Références
- American Welding Society – AWS D1.6
- The Welding Institute
- ASM Handbook – Welding, Brazing and Soldering
- Kou, Welding Metallurgy
- Lippold & Kotecki