Procédés MIG/MAG/GMAW/ Forte Pénétration
Variantes à forte pénétration (ForceArc, HPS, PCS)
Dans l’évolution du procédé MIG/MAG/GMAW, certaines variantes ont été développées avec un objectif précis : augmenter la pénétration tout en maîtrisant l’apport thermique.
Ces technologies reposent sur les capacités des générateurs modernes à onduleur, capables de piloter avec précision les formes d’onde du courant, la dynamique de l’arc et le transfert du métal.
Elles permettent d’obtenir des soudures plus profondes, plus concentrées, et donc plus efficaces d’un point de vue industriel.
Principe des procédés à forte pénétration
Contrairement aux procédés classiques, ces variantes visent à :
- concentrer l’énergie de l’arc,
- stabiliser le transfert du métal à forte intensité,
- maintenir un bain de fusion contrôlé malgré une énergie localement élevée.
Le résultat est une augmentation significative de la profondeur de fusion, avec un impact direct sur la productivité.
Intérêts industriels
Les procédés à forte pénétration permettent :
Réduction des préparations
- diminution de l’angle des chanfreins,
- possibilité de soudage sur bords droits dans certains cas.
Diminution du nombre de passes
- moins de métal déposé,
- réduction du temps de soudage.
Réduction des déformations
- grâce à une vitesse d’avance plus élevée,
- et à une meilleure concentration de l’énergie.
Amélioration de la productivité globale
- gain de temps,
- réduction des coûts de fabrication.
Dans certaines conditions, des assemblages bout à bout peuvent être réalisés en une seule passe jusqu’à environ 12 à 15 mm d’épaisseur.
Les principaux procédés
1) ForceArc (EWM)

Le procédé ForceArc, développé par la société EWM, est une variante du MIG/MAG utilisant un arc pulsé optimisé avec un apport d’énergie concentré.
Caractéristiques
- arc stable et énergique,
- pénétration profonde,
- cordon symétrique,
- faible niveau de projections.
Avantages
- augmentation de la profondeur de gorge,
- amélioration du mouillage,
- vitesse de soudage élevée,
- bonne qualité de cordon.
Applications
- aciers non alliés et faiblement alliés,
- structures mécano-soudées,
- fabrication industrielle nécessitant une forte pénétration.
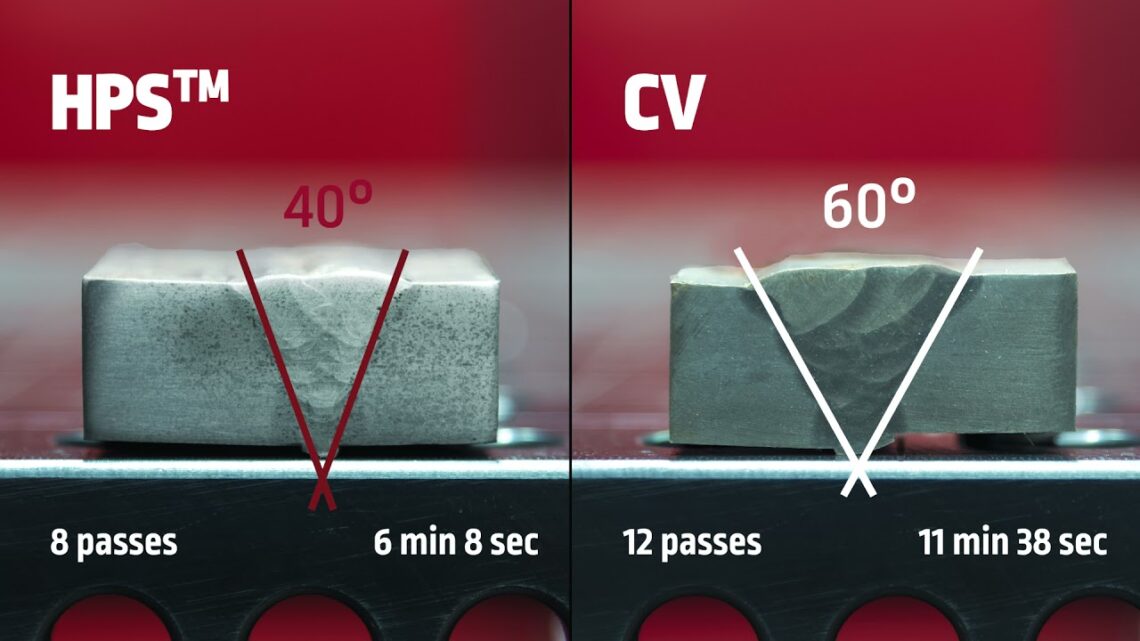
2) HPS – High Penetration Speed

Le procédé HPS, initialement développé par Air Liquide Welding et intégré aujourd’hui dans les solutions Lincoln Electric, repose sur une pulvérisation axiale contrôlée à haute vitesse.
Principe
Le procédé combine :
- une vitesse de fil élevée,
- une énergie maîtrisée,
- un transfert métallique optimisé entre court-circuit et pulvérisation.
Avantages
- forte pénétration,
- réduction du nombre de passes,
- limitation des préparations,
- bonne stabilité d’arc.
Applications
- fabrication en série,
- pièces épaisses,
- secteurs nécessitant un compromis productivité / qualité.
3) PCS – Pulse Controlled Spray (Fronius)

Le procédé PCS, développé par Fronius, combine les avantages de :
- l’arc pulsé (faible projection),
- et de la pulvérisation axiale (forte pénétration).
Principe
Le procédé démarre généralement en mode pulsé, puis évolue vers un mode de pulvérisation contrôlée selon les conditions de soudage.
Caractéristiques
- absence de transfert globulaire,
- très peu de projections,
- contrôle précis du bain de fusion.
Avantages
- pénétration profonde et régulière,
- excellente stabilité d’arc,
- faible apport thermique global,
- qualité de cordon élevée.
Applications
- aciers de construction,
- inox,
- applications robotisées ou mécanisées.
Comparaison des procédés
| Procédé | Type d’arc | Pénétration | Projections | Productivité |
|---|---|---|---|---|
| ForceArc | Arc pulsé concentré | Élevée | Faibles | Élevée |
| HPS | Pulvérisation contrôlée | Très élevée | Faibles | Très élevée |
| PCS | Pulsé + pulvérisation | Élevée | Très faibles | Élevée |
Limites de ces procédés
Malgré leurs performances, ces variantes présentent certaines contraintes :
- nécessité de générateurs modernes à onduleur,
- sensibilité au réglage des paramètres,
- besoin d’une bonne maîtrise opérateur ou robot,
- accessibilité parfois limitée selon les configurations de joints.
Conclusion
Les procédés MIG/MAG à forte pénétration représentent une évolution majeure du soudage industriel.
Ils permettent de réduire drastiquement les temps de fabrication tout en améliorant la qualité et la compacité des assemblages.
Ils s’inscrivent dans une logique industrielle claire :
moins de préparation, moins de passes, plus de productivité.
À suivre
Dans le prochain article :
👉 Variantes MIG/MAG à forte productivité (TIME, Tandem, Rapid Arc…)