Métallurgie du soudage/Base
Le soudage : transformation métallurgique locale, soudabilité, défauts et traitements thermiques
Catégorie : Métallurgie du soudage
Étiquettes : soudage, métallurgie, ZAT, soudabilité, cycle thermique, fissuration à froid, fissuration à chaud, porosités, traitement thermique, PWHT
Introduction
Le soudage est souvent présenté comme une simple opération d’assemblage. En réalité, il s’agit d’un phénomène beaucoup plus complexe : une transformation métallurgique locale, accompagnée d’un cycle thermique sévère, qui modifie profondément la structure du métal et ses propriétés.
À chaque passage de la source de chaleur, le métal s’échauffe, fond localement, se solidifie, puis se refroidit à des vitesses parfois très élevées. C’est dans cette succession rapide de phénomènes que prennent naissance la structure du joint soudé, ses performances mécaniques, mais aussi ses fragilités éventuelles.
Cet article a pour objectif de rappeler les bases thermo-métallurgiques du soudage, les notions de soudabilité, les principaux défauts susceptibles d’apparaître, ainsi que les traitements thermiques appliqués après soudage.
1. Le soudage
Le soudage est une opération qui consiste à assembler deux ou plusieurs pièces rigides de manière à assurer une certaine continuité entre elles, ou entre différentes parties d’un grand ensemble.
Après solidification, on obtient soit un joint homogène, dont les caractéristiques sont plus ou moins proches de celles du métal de base, soit un joint hétérogène dans le cas de métaux différents ou de compositions métallurgiques distinctes.
Cette opération peut être assimilée à la fois à une opération locale d’élaboration métallurgique et à une opération locale de traitement thermique, puisqu’elle conduit à la formation d’une structure cristalline dépendant à la fois de la composition chimique élaborée et du cycle thermique subi.
L’assemblage peut être réalisé de différentes manières : par la pression, par la chaleur, ou par la combinaison de la pression et de la chaleur.
Aujourd’hui, le soudage est utilisé dans presque tous les domaines industriels, depuis la microélectronique jusqu’à la fabrication de corps de presses hydrauliques. On soude presque la totalité des métaux utilisés en industrie, pour des épaisseurs allant de quelques centièmes de millimètre à de très fortes épaisseurs, au moyen de procédés très variés.
À la lumière des modifications susceptibles d’être observées au cours du soudage, il devient nécessaire d’introduire les notions de soudabilité, et en particulier de soudabilité métallurgique.

2. La soudabilité métallurgique
La soudabilité métallurgique fait intervenir l’altération des propriétés du matériau au voisinage immédiat de la liaison soudée, en particulier dans :
- la ZF : zone fondue ;
- la ZL : zone de liaison ;
- la ZAT : zone affectée thermiquement.
Ces modifications résultent du cycle thermique, mécanique ou thermomécanique induit par le mode opératoire de soudage (MOS) mis en œuvre.
L’exemple typique d’un problème de soudabilité locale est celui de la trempe martensitique lors du soudage d’un acier trempant. Cette transformation peut conduire, en ZL et en ZAT, à la création d’une zone de fragilité excessive, sensible à la fissuration, notamment à la fissuration à froid.
I. Aspect thermo-métallurgique du soudage
1. Parties constitutives d’un joint soudé
Sur la macrographie d’une section transversale d’un joint soudé, on distingue généralement les zones suivantes.
1.1 Zone fondue
C’est la zone qui, durant l’opération de soudage, a atteint l’état liquide, qu’il y ait eu ou non apport de métal.
1.2 Zone de liaison
C’est la frontière entre le métal fondu et le métal de base non fondu. Elle constitue une zone particulièrement importante, car elle marque la transition entre le matériau solidifié et le matériau de base resté à l’état solide.
1.3 Zone affectée thermiquement
La ZAT concerne le métal de base qui n’a pas fondu, mais qui a subi des modifications de structure, telles que la grosseur des grains, ou des modifications physico-chimiques portant sur la nature et les proportions des constituants.
Pour les aciers, la ZAT correspond à la zone du métal de base qui a été partiellement ou totalement austénitisée au cours du cycle thermique de soudage.
1.4 Métal de base
Le métal de base est la zone qui n’a pas été affectée par l’opération de soudage du point de vue des modifications physico-chimiques. En revanche, cette zone peut être le siège de contraintes résiduelles et de déformations.
2. Cycle thermique du soudage
Pendant que la source de chaleur se déplace le long des bords à souder, le matériau environnant s’échauffe, atteint une température maximale, puis se refroidit lorsque la source s’éloigne.
La loi suivant laquelle la température varie, en un point de la pièce, en fonction du temps, porte le nom de cycle thermique de soudage.
Ce cycle peut être résumé par les étapes suivantes :
- Dilatation – passage au voisinage de Ac1 : détente partielle et début des transformations ;
- Passage de Ac3 : austénitisation complète, avec changement de structure cristalline ;
- Zone fondue : fusion et dilution entre métal d’apport et métal de base ;
- Solidification – au voisinage de Ar3 : formation de dendrites, retrait et apparition de contraintes ;
- Transformations allotropiques – au voisinage de Ar1 : selon la vitesse de refroidissement, apparition possible de perlite, bainite ou martensite ;
- Fin des transformations : contraintes résiduelles, déformations, et dans les cas défavorables, risques de rupture ou de fissuration.
3. Paramètres thermiques du soudage
La connaissance du cycle thermique permet de prévoir l’évolution du métal de base et du métal fondu.
Les paramètres les plus couramment utilisés pour caractériser le cycle thermique en condition de soudage sont :
- le Δt 800/500, temps de refroidissement entre 800 °C et 500 °C, utilisé par l’Institut International de Soudure ;
- le Δt 700/300, temps de refroidissement entre 700 °C et 300 °C, historiquement utilisé par l’IRSID.
Les principaux facteurs ayant une influence sur le cycle thermique sont :
- l’énergie de soudage ;
- la forme du joint ;
- le procédé de soudage ;
- l’épaisseur du métal de base ;
- la température de préchauffage ;
- la température entre passes.
Divers abaques prennent en compte ces différents facteurs et permettent d’estimer le Δt 800/500 pour une soudure donnée.
4. Définition de la zone affectée par le cycle thermique de soudage
Aux abords immédiats de la zone fondue, le métal subit les effets du cycle thermique de soudage, ce qui provoque des transformations liées à la température maximale atteinte et aux conditions de refroidissement du joint.
Dans les zones les plus éloignées du bain de fusion, la température reste faible ou voisine de l’ambiante : aucune transformation notable n’apparaît.
En revanche, à mesure que l’on se rapproche du bain, le grain grossit progressivement. On entre alors dans la zone affectée thermiquement. C’est dans cette région que peuvent apparaître :
- des risques de fissuration à froid ;
- des variations importantes des caractéristiques mécaniques ;
- des structures localement fragilisées.
5. Transformations en ZAT lors du chauffage
Au sens strict, le caractère très rapide des cycles thermiques de soudage ne permet pas d’utiliser les diagrammes d’équilibre pour prévoir exactement la nature des différentes phases au voisinage de la ligne de fusion. Toutefois, comme l’a montré Easterling, il est commode de raisonner à partir de ces diagrammes pour interpréter qualitativement les modifications microstructurales.
En se rapprochant de la zone fondue, on rencontre successivement :
- le métal de base non transformé, n’ayant subi aucun changement de phase au chauffage ;
- une zone subcritique, dans laquelle on ne constate pas encore de transformation de phase, mais où peuvent apparaître des phénomènes de revenu, globularisation, recristallisation ou vieillissement ;
- une zone de transformation partielle ou intercritique ;
- une zone entièrement austénitisée, à partir de A3 et jusqu’à proximité de la fusion, où la structure nouvelle efface la structure antérieure ;
- une zone à gros grains, particulièrement sensible du point de vue métallurgique ;
- dans certains cas, une zone portée partiellement à l’état liquide, où peuvent coexister une phase ferritique solide δ et une phase liquide.
Enfin, le métal fondu possède souvent une composition différente de celle du métal de base. Les premiers germes du métal fondu se solidifient par épitaxie, c’est-à-dire avec des relations de cohérence cristallographique à partir des grains de la ZAT.
Ces différences de microstructure dans la ZAT conduisent à des variations du comportement mécanique et favorisent parfois la localisation des déformations dans les zones les plus faibles.
6. Transformations en ZAT lors du refroidissement
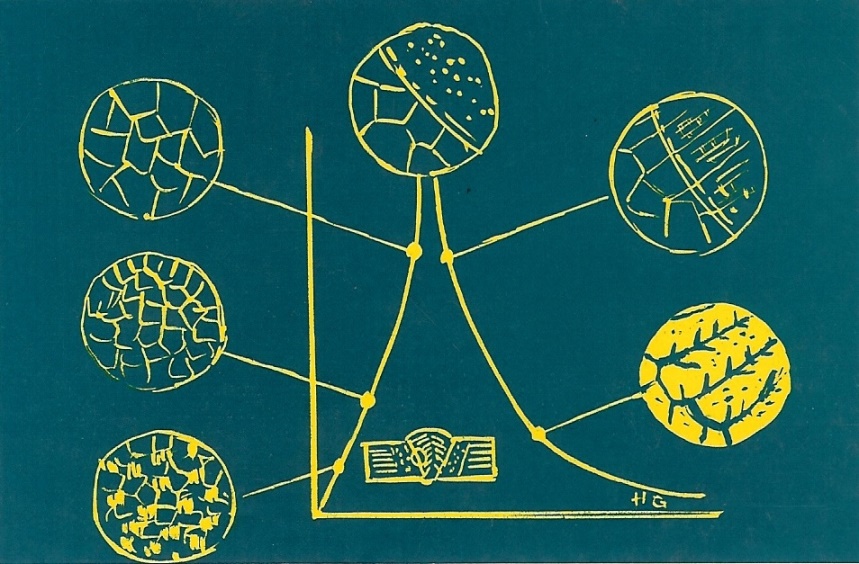
Selon la vitesse de refroidissement, différents types de microstructures peuvent se former.
En soudage, la vitesse de refroidissement de la ZAT est généralement élevée et dépend directement des conditions opératoires. Une approche intuitive ne permet donc pas d’appréhender correctement les phénomènes métallurgiques ; il faut raisonner à partir des diagrammes de refroidissement continu établis dans des conditions proches du soudage.
On distingue schématiquement :
- pour une vitesse de refroidissement lente : un comportement de type recuit ou normalisation, conduisant à une structure finale ferrite-perlite, voisine de celle du métal de base ;
- pour une vitesse de refroidissement moyenne : un effet de trempe douce donnant une structure bainitique, composée de ferrite et de cémentite ;
- pour une vitesse de refroidissement rapide : un effet de trempe dure conduisant à une structure martensitique, caractérisée par une forte déformation du réseau cristallin et par l’apparition de cisaillements.
La dureté décroît des structures les plus trempées, obtenues aux refroidissements les plus rapides, vers les structures issues des refroidissements les plus lents.
7. Nature des risques métallurgiques
- structure martensitique : risque de fissuration à froid ;
- structure austénitique : risque de fissuration à chaud dans certaines conditions de solidification ;
- structure ferritique : risque de fragilisation par grossissement de grain et faible ductilité ;
- structure austéno-ferritique : risque de fragilisation par formation de composés intermétalliques, notamment la phase sigma, lorsque l’équivalent chrome devient élevé.
8. Résilience du joint soudé
L’effet de la vitesse de refroidissement et de la composition chimique sur les caractéristiques de résilience est fondamental.
Lorsque la teneur en éléments d’alliage est faible, donc lorsque la trempabilité est faible, on obtient une structure brute de solidification très grossière, constituée essentiellement de ferrite proeutectoïde et de constituants lamellaires. La ténacité est alors médiocre, quelle que soit la vitesse de refroidissement, avec une température de transition élevée.
Lorsque l’on augmente modérément la teneur en éléments d’alliage, tels que le manganèse ou le molybdène, et si des inclusions favorables sont présentes, la proportion de ferrite aciculaire augmente, les grains deviennent plus fins, et la ténacité s’améliore fortement.
Si l’on continue d’augmenter la teneur en éléments d’alliage au-delà d’un certain seuil, on observe ensuite une détérioration des valeurs de résilience. L’effet négatif du durcissement par solution solide devient alors supérieur à l’effet positif lié à l’accroissement de la quantité et à la finesse de la ferrite aciculaire.
Enfin, la comparaison des courbes classiques de résilience montre, dans le cadre de ces diagrammes, qu’une augmentation de la vitesse de refroidissement peut améliorer certaines caractéristiques de résilience. Cette observation doit toutefois toujours être interprétée en fonction de la nuance considérée et de la microstructure réellement formée.
II. Défauts mécaniques du soudage
1. Contraintes résiduelles dans les assemblages soudés
Il existe dans tous les assemblages soudés des contraintes résiduelles, de traction ou de compression, dont l’importance peut avoir des conséquences néfastes sur la sécurité et la tenue en service.
On distingue trois types de contraintes.
1.1 Contraintes résiduelles directes
Elles sont dues à l’empêchement de la libre dilatation dans le joint soudé. Les parties restées froides s’opposent à la dilatation puis au retrait du métal chaud : c’est le phénomène d’auto-bridage. On ne peut pas les éviter totalement, car elles résultent de la répartition non uniforme du flux thermique.
1.2 Contraintes résiduelles indirectes ou de bridage
Elles apparaissent lorsque les éléments à souder sont bridés en position, ou lorsque la conception de l’ensemble impose un blocage géométrique, comme dans le cas d’une poutre triangulée. On ne peut pas les supprimer complètement, mais il est possible de les réduire en adoptant des séquences de soudage retardant le bridage effectif des éléments.
1.3 Contraintes résiduelles parasites
Elles sont extérieures à l’opération de soudage elle-même et s’exercent sur le joint pendant l’opération, par exemple sous l’effet de la masse d’un ensemble en porte-à-faux. Elles peuvent être évitées en adoptant des dispositions adaptées, comme un soutien correct de l’ensemble pour limiter les effets de flexion.
2. Les déformations liées aux phénomènes de retrait
Lors des échauffements et des refroidissements, les pièces se dilatent puis se rétractent. Au-delà de 650 °C, les déformations deviennent plastiques. En soudage, la zone chauffée étant toujours entourée de parties froides, le retrait est partiellement empêché, ce qui entraîne l’apparition de contraintes de traction plus ou moins élevées.
Le retrait thermique peut être décomposé en trois composantes.
2.1 Retrait dans l’épaisseur
Il a pour effet de faire apparaître des contraintes importantes dans le cordon.
2.2 Retrait longitudinal
Il a pour effet de faire fléchir la pièce. Pour éviter ou limiter cette déformation, on peut :
- exécuter une contre-flèche avant soudage ;
- redresser mécaniquement après soudage ;
- concevoir un soudage symétrique.
2.3 Retrait transversal
Il conduit principalement à l’apparition de déformations angulaires.
3. Fragilité produite par la ségrégation
Le chauffage active un certain nombre de mécanismes, notamment la diffusion des atomes. Il se produit alors un phénomène appelé ségrégation : le métal n’étant pas parfaitement pur, les atomes étrangers, qu’il s’agisse d’impuretés ou d’éléments d’alliage, migrent vers les joints de grains.
Cette concentration locale peut entraîner une fragilisation des joints de grains et favoriser une rupture fragile intergranulaire.
4. Corrosion au cordon de soudure
La soudure peut mettre en présence des zones métallurgiquement différentes, voire des métaux différents dans le cas des assemblages hétérogènes. Il peut alors apparaître un phénomène de corrosion galvanique, sous réserve de la présence d’un électrolyte et d’une conception défavorable de l’assemblage.
On peut également observer des phénomènes de corrosion interfaciale ou intergranulaire, par exemple :
- lors de la ségrégation du bore aux joints de grains dans certaines bases nickel ;
- ou lors de la ségrégation du carbone aux joints de grains dans les aciers inoxydables.
5. Fissuration à chaud
Les fissures à chaud, ou fissures de solidification, se forment à haute température, à la fin de la solidification. Elles sont généralement larges en raison de la contraction du métal au cours du refroidissement et se situent le plus souvent au centre du cordon de soudure.
Causes des fissurations à chaud
- facteurs métallurgiques : ségrégations, hétérogénéités, composition défavorable ;
- causes mécaniques : bridage excessif, cordon trop petit ;
- vitesse de soudage excessive.
Moyens de prévention
- le choix d’un métal d’apport approprié ;
- la maîtrise de la composition et de la dilution ;
- la réduction du bridage ;
- une géométrie de joint adaptée ;
- des paramètres de soudage correctement réglés.
6. Fissuration à froid
La fissuration à froid apparaît généralement plusieurs heures, voire plusieurs jours, après l’opération de soudage. Elle se produit dans le cordon ou dans la ZAT et résulte de la présence d’hydrogène piégé dans la soudure, combinée à des contraintes résiduelles et à une structure durcie.
Les aciers à forte teneur en carbone, ainsi que les aciers faiblement alliés, sont particulièrement sensibles à ce phénomène.
Causes des fissurations à froid
L’origine de l’hydrogène peut être multiple :
- humidité de l’air ambiant ;
- décomposition de matières hydrogénées, telles que graisses ou huiles ;
- gaz de soudage ;
- humidité contenue dans les produits d’apport, donc dépendante du procédé utilisé.
Prévention
- la propreté rigoureuse des surfaces ;
- le séchage ou l’étuvage des consommables ;
- le préchauffage adapté ;
- la maîtrise de la température entre passes ;
- une réduction des contraintes internes ;
- un choix métallurgique approprié.
7. Fissures par arrachement lamellaire
Les fissures par arrachement lamellaire correspondent à une fissuration se produisant parallèlement à la peau d’un produit laminé, au droit d’une soudure sollicitant le joint dans la direction de l’épaisseur.
La fissure prend naissance par décohésion suivant les plans d’inclusions du métal de base, en particulier pour des épaisseurs supérieures à 25 mm.
Origine
- la présence d’inclusions dans le métal de base ;
- des contraintes perpendiculaires à la peau du produit.
Comment éviter l’arrachement lamellaire
- revoir la géométrie du joint avant soudage ;
- limiter les contraintes perpendiculaires à la peau ;
- optimiser la procédure et la séquence de soudage ;
- recourir, si nécessaire, à des techniques comme le beurrage ;
- choisir des aciers à caractéristiques garanties dans le sens travers court.
8. Porosités
Les porosités sont de petites bulles de gaz qui n’ont pas pu se dégager alors que le bain de fusion était encore liquide.
Origine
- hydrogène ;
- azote ;
- monoxyde de carbone ;
- gaz sulfureux.
Comment éviter les porosités
- souder sur des pièces propres, sèches, non grasses, exemptes de rouille et de calamine ;
- utiliser des produits d’apport désoxydants contenant par exemple du silicium ou de l’aluminium ;
- adopter une énergie de soudage correcte :
- trop faible, le bain reste trop froid ;
- trop forte, la quantité de gaz dans le bain augmente trop rapidement.
9. Soufflures vermiculaires
Les soufflures vermiculaires sont provoquées par un dégagement gazeux orienté. Elles partent généralement de la partie basse du cordon et se dirigent vers le haut.
10. Inclusions
Les inclusions désignent la présence d’un composé étranger dans la soudure. Il peut s’agir :
- de tungstène, dans le cas du soudage TIG ;
- de laitier, en soudage à l’électrode enrobée ;
- d’oxydes, ou d’autres composés non métalliques.
Elles constituent des défauts pénalisants, car elles peuvent affaiblir localement la soudure et servir d’amorces de rupture.
III. Méthodes de traitement thermique après soudage
Parmi les traitements thermiques, les recuits sont des traitements fondamentaux. On les définit souvent comme des traitements visant à réduire la dureté ou à modifier la structure des grains de l’acier, mais cette définition reste incomplète, car il faut toujours préciser le but recherché, l’état initial du matériau et la structure finale souhaitée.
En pratique, le recuit se définit d’abord par deux paramètres essentiels :
- la température de chauffage ;
- la durée du traitement.
Mais il ne faut pas négliger deux autres paramètres tout aussi importants :
- la vitesse de chauffage ;
- la vitesse de refroidissement.
Les traitements thermiques après soudage comprennent le plus souvent :
- le recuit de normalisation ;
- le recuit de dégazage ;
- et surtout le recuit de détente.
1. Cycle thermique du recuit
Le cycle thermique d’un recuit comprend généralement :
- un chauffage jusqu’à la température de recuit ;
- un maintien isotherme à cette température, d’une durée variable ;
- un refroidissement généralement lent, à l’air, dans un four, ou parfois dans un milieu isolant.
2. Recuit de normalisation
Le recuit de normalisation, également appelé recuit de régénération ou de perlitisation, sert à affiner les grains pour les pièces ayant subi un grossissement de grain à la suite d’une exposition à haute température lors d’une opération de soudage.
Il sert également à :
- supprimer les tensions internes ;
- réduire les effets des zones de trempe ;
- améliorer les propriétés mécaniques.
Le traitement s’effectue généralement pendant quelques minutes, entre 40 et 50 °C au-dessus de la limite inférieure Ac3 du domaine austénitique.
3. Recuit de détente ou de relaxation
Le recuit de détente a pour but de supprimer ou de réduire les contraintes internes provenant de la solidification et du refroidissement après soudage.
Pour réaliser ce traitement, on chauffe progressivement la pièce à raison de 120 à 150 °C par heure jusqu’à une température inférieure à Ac1, en fonction de la nuance d’acier.
Le refroidissement s’effectue ensuite à une vitesse de 100 à 150 °C par heure jusqu’à une température voisine de 150 °C, puis à l’air libre.
4. Recuit de dégazage
Le recuit de dégazage permet d’améliorer certaines caractéristiques mécaniques, d’augmenter l’allongement et de favoriser la diminution de la teneur en hydrogène, notamment pour prévenir certains défauts du type fish-eyes.
Pour effectuer ce traitement, on chauffe la pièce jusqu’à environ 250 °C, suivant la qualité de l’acier, puis on maintient cette température pendant environ 8 heures.
Conclusion
Le soudage est bien davantage qu’un simple procédé d’assemblage. C’est une opération métallurgique localisée, accompagnée d’un cycle thermique complexe, qui transforme profondément la matière.
La compréhension de la zone fondue, de la zone de liaison, de la ZAT, des transformations au chauffage et au refroidissement, ainsi que des défauts susceptibles d’apparaître, est essentielle pour maîtriser la qualité d’un assemblage soudé.
À cela s’ajoute la nécessité, dans de nombreux cas industriels, de recourir à des traitements thermiques après soudage afin de réduire les contraintes, améliorer les propriétés mécaniques ou limiter les effets de l’hydrogène.
En soudage, la qualité finale d’un joint se construit toujours dans la matière, dans la microstructure, et dans la maîtrise du cycle thermique.