Rechargement nickel-chrome sur SS410 par le procédé de Cladding MIG/GMAW
V. Srinivasan1, T. Kumaraguru2, V. Pradeep3, K. Raghul4
1 Professeur assistant, Département de génie mécanique, Sri Ramakrishna Engineering College, Coimbatore, Inde
2,3,4 Étudiants, Département de génie mécanique, Sri Ramakrishna Engineering College, Coimbatore, Inde
Résumé
Le cladding MIG a permis de déposer un rechargement nickel-chrome sur l’acier allié à faible résistance SS410. Le rechargement obtenu comprend une couche de transition, une couche résistante à la corrosion et une couche résistante à l’usure.
Des éprouvettes comportant des couches de transition d’épaisseurs différentes ont été étudiées. Les propriétés mécaniques du rechargement ont été évaluées par des essais de microdureté, d’usure et d’autres méthodes. Les résultats ont montré que les propriétés mécaniques des éprouvettes rechargées avec un fil de soudage Ni-Cr comme métal d’apport restent pratiquement inchangées lorsque l’épaisseur de la couche varie. L’organisation microstructurale des groupes d’éprouvettes rechargées est similaire.
Mots-clés — Cladding, cathode, double polarité
INTRODUCTION
Le changement de polarité pour fonctionner selon ce rapport a été utilisé dans certains cas, malgré les propriétés insuffisantes de l’arc et du transfert métallique lorsque l’électrode est cathodique. Des exemples d’applications ont été trouvés permettant le remplissage de joints présentant une irrégularité dans les opérations automatisées, ainsi que le contrôle de la géométrie des dépôts en soudage de revêtement.
Dans ces cas, la variation de polarité se produit à des fréquences beaucoup plus faibles que la fréquence du réseau de distribution électrique. Par conséquent, l’appellation courant continu à double polarité est plus appropriée que pour les cas où la fréquence est proche de celle du réseau de distribution. Dans ces derniers cas, le terme courant alternatif est plus approprié. Pour ces fréquences, les applications ont concerné le soudage de l’aluminium et de ses alliages par le procédé MIG/MAG.
SOUDAGE PAR ARC PLASMA TRANSFÉRÉ (PTAW)
Applications du procédé PTAW
Le procédé PTAW a démontré des avantages techniques et commerciaux dans de nombreux domaines industriels. Il est notamment utilisé pour le soudage de tubes en acier inoxydable et la réalisation de joints circonférentiels sur des tuyauteries inoxydables. Le PTAW trouve également des applications dans le soudage des enveloppes de missiles en titane, des aciers maraging à 18 % de nickel, de l’acier inoxydable type 410 et de l’acier 4130 dans le domaine aérospatial (N. Murugan 2000) [2].
Le cladding PTA a été largement utilisé pour le rechargement de soupapes de moteurs à combustion interne, de composants de pompes, d’éléments de vannes dans les machines hydrauliques et dans les réacteurs de l’industrie nucléaire. Il est employé pour le rechargement dur des composants usés des engins de terrassement, équipements de forage, marteaux d’impact, etc. (Dutra JC 2009) [7].
En dehors de cela, le cladding PTA joue un rôle important dans les industries automobile, agricole, des plastiques, manufacturière et du ciment, en produisant des revêtements anticorrosion et anti-usure appelés claddings. Des études sur le comportement à l’usure des aciers couramment utilisés et sur les effets des matériaux de rechargement déposés sur ces substrats ont également été rapportées (Ushio 1999) [8].
Types d’aciers inoxydables
L’acier inoxydable se divise en cinq grandes familles. Les aciers inoxydables ferritiques sont généralement les moins coûteux, mais leur domaine d’application est plus limité. Les aciers inoxydables martensitiques peuvent être durcis par trempe et revenu, et sont principalement utilisés en coutellerie, en mécanique générale et en aérospatial. Une fois durcis, ils peuvent devenir fragiles ; ainsi, ils ne sont pas toujours trempés à cœur et ne sont pas généralement utilisés pour la construction courante.
Les aciers inoxydables austénitiques sont les plus utilisés et présentent la meilleure résistance à la corrosion. Les aciers inoxydables duplex constituent un mélange de structures ferritique et austénitique afin d’améliorer la résistance mécanique et la résistance à la corrosion. Enfin, les aciers inoxydables à durcissement par précipitation peuvent eux aussi être renforcés par traitement thermique. D’une manière générale, l’acier inoxydable est plus coûteux que d’autres matériaux de construction.
Aciers inoxydables austénitiques
Le groupe d’alliages qui constitue aujourd’hui la famille des aciers inoxydables a commencé en 1913 à Sheffield, en Angleterre. Harry Brearley expérimentait plusieurs combinaisons d’alliages avec l’acier pour la fabrication de canons, lorsqu’il remarqua que des échantillons découpés dans l’une de ces coulées d’essai ne rouillaient pas et étaient en fait difficiles à attaquer chimiquement.
Lorsqu’il étudia ce matériau particulier, il constata qu’il contenait environ 13 % de chrome, ce qui conduisit au développement des aciers inoxydables qui rendirent Sheffield célèbre. Les aciers inoxydables sont des alliages à base de fer contenant au minimum environ 10,5 % de chrome, lequel forme un film d’oxyde protecteur auto-cicatrisant à l’origine de leur caractère « inoxydable » et de leur résistance à la corrosion.
Les nuances inox « L » et leur importance
Les nuances à faible teneur en carbone, dites grades L, sont utiles dans les situations où un soudage ou toute autre exposition à haute température se produit. Le faible taux de carbone constitue un moyen de retarder ou d’empêcher la précipitation de carbures aux joints de grains, souvent appelée sensibilisation ou corrosion intergranulaire après soudage, qui peut entraîner une corrosion intergranulaire dans de nombreux environnements corrosifs.
La faible teneur en carbone augmente donc la résistance à ce phénomène. L’acier inoxydable AISI 316L contient en outre un ajout de molybdène qui lui confère une meilleure résistance à la corrosion.
Sensibilisation des aciers inoxydables AISI 316L
L’un des défauts possibles lors du soudage des aciers inoxydables austénitiques est la sensibilisation. À des températures comprises entre 540 et 850 °C, des carbures de chrome se forment le long des grains austénitiques. Cela provoque un appauvrissement en chrome dans les grains, diminuant ainsi le film passif protecteur contre la corrosion. Cet effet est appelé sensibilisation.
La sensibilisation est réduite dans les aciers à faible teneur en carbone (0,03 %), désignés par le suffixe L (304L, 316L). La formation de carbures de chrome est également évitée dans les aciers inoxydables austénitiques stabilisés (321, 347), contenant des éléments formant des carbures tels que le titane, le niobium, le tantale ou le zirconium. Le traitement thermique de stabilisation de ces aciers favorise la formation de carbures de ces éléments stabilisants plutôt que de carbures de chrome.
Applications des aciers inoxydables AISI 316L
La consommation mondiale d’acier inoxydable est en augmentation. La demande est croissante dans le secteur du bâtiment et de la construction, où l’acier inoxydable est recherché pour son aspect esthétique, sa résistance à la corrosion, son faible entretien et sa résistance mécanique.
Les applications typiques comprennent les équipements de préparation alimentaire, les accessoires marins, les panneaux architecturaux et garde-corps, les récipients chimiques, les échangeurs de chaleur, les éléments de fixation filetés, ainsi que les toiles tissées pour l’industrie minière, les carrières et la filtration de l’eau.
Géométrie du cordon rechargé
La relation entre les paramètres de soudage à l’arc et la géométrie du cordon est un phénomène complexe, car un grand nombre de facteurs interviennent. Pourtant, cette connaissance est essentielle pour élaborer des modes opératoires de soudage et comprendre le mécanisme de formation du cordon.
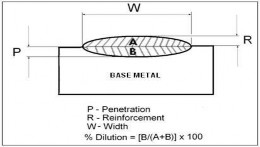
La géométrie du cordon, incluant la pénétration, le renfort et la largeur du cordon comme illustré à la Fig. 1, constitue une configuration précieuse de tout cordon de soudure.
image
Fig. 1. Coupe transversale d’un cordon de Cladding typique
Ils ont constaté que le procédé GMAW à courant pulsé était avantageux pour le cladding grâce à une déposition plus épaisse, une dilution et une profondeur de fusion plus faibles, une dureté plus élevée du rechargement et une dureté plus faible à l’interface. Un modèle corrélant la profondeur de pénétration ainsi que les transferts de masse et de chaleur vers le bain de fusion en GMAW a également été proposé.
Ce modèle a été utilisé pour prédire la profondeur du bain de fusion sur une plage de variables de procédé, incluant les variations de tension, de courant, de vitesse de soudage, de diamètre d’électrode, de taux de dépôt du métal d’apport, de longueur d’arc et de mode de transfert métallique. Il a été constaté que la profondeur théorique de pénétration était un indicateur satisfaisant de la profondeur mesurée du bain de fusion dans les conditions de transfert en court-circuit, transfert en jet, et transition du court-circuit au transfert libre.
Les expériences ont été conduites selon un plan composite centré rotatif à quatre facteurs et cinq niveaux, avec réplication complète, et les modèles mathématiques ont été développés par régression multiple.
Dilution et son contrôle
La dilution est la modification de la composition du métal d’apport par mélange avec le métal de base ou le métal fondu d’un cordon précédent dans le dépôt de soudure. Elle est mesurée par le pourcentage de métal de base ou de métal fondu précédent présent dans le cordon.
Elle réduit l’efficacité du procédé de rechargement ainsi que la résistance à la corrosion, à l’usure et aux hautes températures du dépôt. Il a été indiqué que la dilution diminue la teneur en éléments d’alliage et augmente la teneur en carbone de la couche rechargée, ce qui entraîne une baisse de la résistance à la corrosion. Le pourcentage de ferrite delta est également réduit, ce qui influence d’autres problèmes métallurgiques liés à la corrosion, à l’usure et à la tenue à haute température du cladding.
Il a été rapporté que plus la dilution est importante, plus la dureté de la couche rechargée résultante est faible. Le degré optimal de dilution pour obtenir une dureté maximale a été trouvé entre 8 % et 11 %. Il a également été indiqué que l’aire de la section transversale du cordon augmente avec l’augmentation du courant de soudage et de la tension d’arc, mais diminue lorsque la vitesse de soudage et le diamètre du fil augmentent.
Il a aussi été rapporté qu’en soudage sous flux (SAW), la surface de pénétration augmente rapidement lorsque la vitesse de soudage augmente pour un apport thermique constant, tandis que la surface de renfort présente une évolution plus variable. La distance buse-plaque a un effet négatif sur tous les paramètres du cordon, sauf la largeur du cordon et le volume total du dépôt, ce qui influe sur la dilution.
La dilution en soudage est un phénomène d’interalliage entre l’alliage de rechargement et le métal de base, généralement exprimé en pourcentage de métal de base dans la soudure. De plus, la microstructure du revêtement dépend de la composition de la poudre ou du métal d’apport et de la procédure de soudage adoptée, notamment les traitements thermiques avant et après soudage utilisés pour développer le revêtement.
La résistance à l’usure et d’autres propriétés recherchées se dégradent lorsque la dilution augmente. De nombreux auteurs ont signalé que l’utilisation d’électrodes différentes, ou la variation du mode opératoire avec une même électrode, pouvait affecter la microstructure et les propriétés des dépôts par modification de leur composition chimique de dépôt.
Il a été rapporté que l’effet de la dilution dans les alliages de rechargement dur à base de nickel était plus important que dans les stellites à base de cobalt. Cela pourrait s’expliquer par la différence de plage de température de fusion entre l’acier inoxydable austénitique et le dépôt de rechargement, plus marquée pour les alliages à base de nickel (1223–1338 K) que pour les alliages de type stellite (1553–1663 K).
Plan d’expériences
Un plan d’expériences est un essai ou une série d’essais dans lesquels des modifications délibérées sont apportées aux variables d’entrée d’un procédé ou d’un système, afin d’identifier les causes des changements observés dans la réponse de sortie.
Les méthodes de conception expérimentale jouent un rôle important dans le développement des procédés et dans le diagnostic des problèmes de procédé, afin d’améliorer les performances. L’objectif peut souvent être de développer un procédé robuste, c’est-à-dire un procédé peu affecté par des sources externes de variabilité.
L’application des techniques de planification expérimentale dès le début du développement peut conduire à une amélioration du rendement, à une réduction de la variabilité, à une meilleure conformité aux exigences nominales ou cibles, ainsi qu’à une réduction du temps global de développement. Un plan d’expériences fondé sur des principes statistiques solides doit permettre une compréhension approfondie du procédé global avec un nombre limité d’essais.
Des plans d’expériences bien choisis maximisent la quantité d’« information » obtenue pour un effort expérimental donné.
Conception expérimentale
La conception expérimentale est une technique puissante de résolution de problèmes qui aide les ingénieurs à traiter efficacement et économiquement les problèmes de qualité des procédés. Il existe de nombreux types de plans d’expériences, classés selon le traitement des combinaisons de facteurs et le degré de randomisation des essais.
Parmi ces plans, le plan composite centré est l’un des plans de surface de réponse pouvant être utilisé pour explorer un modèle de régression, trouver une relation fonctionnelle entre la variable réponse et les facteurs impliqués, et déterminer les conditions optimales. Un plan d’expériences est dit rotatif si la variance de la réponse prédite en un point x dépend uniquement de la distance de ce point au centre du plan, et non de la direction (Medeiros et al., 1989).
La rotatabilité est une propriété importante dans le choix d’un plan de surface de réponse. Le plan composite centré est rotatif et se compose d’un plan factoriel 2k ou fractionnaire (codé selon la notation habituelle ±1), augmenté de 2k points axiaux.
Méthodologie de surface de réponse
La méthodologie de surface de réponse (RSM) a été formellement développée en 1951 par Box et Wilson et leurs collègues chez Imperial Chemical Industries, en Angleterre. Leur objectif était d’explorer des relations telles que celles existant entre le rendement d’un procédé chimique et un ensemble de variables d’entrée supposées l’influencer.
Depuis les travaux pionniers de Box, la RSM a été appliquée avec succès dans de nombreux domaines tels que le génie chimique, le développement industriel, l’amélioration des procédés, la recherche agricole et biologique, et même la simulation informatique.
L’ajustement et l’analyse d’une surface de réponse sont grandement facilités par le choix approprié du plan d’expériences. Lors de la sélection d’un plan adapté, plusieurs critères doivent être pris en compte. Par exemple, le plan doit assurer une distribution raisonnable des points de données dans la région d’intérêt, permettre l’étude de l’adéquation du modèle, notamment l’absence d’ajustement, et ne pas exiger un trop grand nombre d’essais.
En général, pour développer des modèles de régression du second ordre, on utilise le plan composite centré de Box-Wilson ou le plan de Box-Behnken.
Dans les applications mécanisées et robotisées, un moyen précis de sélectionner les procédures de soudage et de prédire les formes des cordons déposés est devenu de plus en plus important. Des modèles mathématiques ont été développés pour prédire la géométrie du cordon et la dilution dans le rechargement inox automatique par soudage MIG. Les effets directs et interactifs des paramètres du procédé sur la géométrie du cordon ont été étudiés, et il a été démontré que la RSM pouvait être utilisée pour visualiser les effets des paramètres de soudage sur les dimensions du cordon.
Effets des paramètres de cladding sur la géométrie du cordon et leur optimisation
L’ensemble des valeurs des variables d’entrée qui conduit aux réponses les plus souhaitables est appelé ensemble des conditions optimales. La première étape dans la recherche de ces conditions consiste à identifier les variables d’entrée ayant la plus grande influence sur la réponse.
En général, moins il y a de variables influençant la réponse, plus il est facile de les identifier. Une fois les variables importantes déterminées, l’étape suivante consiste à proposer un modèle exprimant la réponse d’intérêt en fonction de ces variables. La séquence d’ajustement et de test des formes de modèles, puis la sélection finale d’un modèle, constitue le prélude à la détermination des conditions de fonctionnement optimales d’un procédé.
De nombreux chercheurs ont mené des investigations visant à optimiser la pénétration, la dilution et d’autres paramètres du cordon en utilisant différentes techniques, notamment l’algorithme de perte par gradient. Dans le processus d’optimisation, une fois les variables d’entrée importantes identifiées, l’étape suivante consiste à formuler un modèle décrivant la réponse d’intérêt comme fonction de ces variables.
La sélection des paramètres de procédé pour obtenir une géométrie optimale du bain de fusion a également été rapportée dans le soudage TIG des aciers inoxydables, en utilisant une méthode de Taguchi modifiée pour analyser l’effet de chaque paramètre de soudage sur la géométrie du bain.
Évaluation des contraintes résiduelles dans le Cladding
1) Contrainte résiduelle
La contrainte résiduelle est la contrainte présente dans un matériau sans application de charge extérieure (Silva RGH 2013) [11]. Elle peut aussi être décrite comme la contrainte qui subsiste dans un corps immobile et en équilibre avec son environnement.
Aujourd’hui, plusieurs techniques de mesure des contraintes résiduelles sont utilisées. Certaines sont destructives, tandis que d’autres peuvent être appliquées sans modifier de manière significative les propriétés du composant (Barhorst S 1984) [12].
Essais de validité du Cladding
Les claddings sont souvent testés quant à leur intégrité, leur résistance et leur ténacité au moyen d’essais mécaniques, de nature destructive. La qualité du rechargement, en termes de ductilité du métal déposé et de la ZAT, ainsi que la présence de défauts, notamment le manque de fusion, sont le plus souvent contrôlées par des essais de pliage.
L’essai de pliage met en évidence l’influence des paramètres et conditions de soudage sur les propriétés plastiques de la couche rechargée et sur la liaison entre le métal de base et la couche déposée.
Lesnewich A. (1958) [20] a réalisé des essais de pliage et a rapporté que, lors du cladding d’acier inoxydable austénitique par soudage MIG, la dilution du cordon joue un rôle important dans la promotion de la fissuration à chaud. Ce comportement pourrait être attribué à la formation de carbures de chrome conduisant à une perte de ductilité et donc à une augmentation de la sensibilité à la fissuration.
Murugan et Parmar (1997) [2] ont réalisé des essais de pliage latéral sur des claddings inox réalisés par soudage MIG. Ils ont constaté que les rechargements réalisés dans des conditions optimales de dilution présentaient une bonne ductilité et une bonne résistance. Les essais ont également révélé l’absence de martensite, de carbures et de phase sigma dans les dépôts, phases susceptibles de provoquer une fragilisation et de réduire la ductilité des overlays.
Résistance à l’usure du Cladding
Lors du soudage de l’acier inoxydable, une teneur en carbone supérieure à 4 % augmentait la résistance à l’abrasion des alliages de rechargement durs à base de fer, en raison de la formation de carbures primaires. La teneur en chrome n’avait qu’une influence secondaire sur leur résistance à l’abrasion.
Il a été rapporté qu’au sein de la famille des alliages de rechargement dur à base de fer, plusieurs microstructures confèrent des degrés variables de résistance à l’abrasion, avec des structures telles que ferrite, bainite, martensite, austénite et carbures.
Patchett (2007) [19] a évalué des overlays déposés par GTAW et a rapporté que des vitesses de refroidissement plus élevées produisaient des microstructures à grains plus fins et une meilleure résistance au grippage.
Le comportement à l’usure de différentes électrodes de rechargement dur déposées sur la plaque supérieure d’un concasseur à charbon a également été étudié. Les résultats ont montré que le type d’électrode ainsi que les variations du mode opératoire, même avec des électrodes similaires, influençaient fortement la résistance à l’abrasion sous faible contrainte du dépôt de rechargement. Ces effets étaient principalement attribués aux variations de la composition chimique du dépôt et de sa microstructure.
Marques C. (2012) [21] a rapporté l’influence du procédé de soudage et du traitement thermique après soudage sur la résistance à l’usure abrasive des alliages de rechargement durs à base de fer (Fe-6Cr-0.5C), et a constaté que la dilution réduisait la résistance à l’usure alors que le traitement thermique l’améliorait.
L’influence de la composition chimique de l’alliage, du traitement thermique, des paramètres de soudage, des conditions de glissement et de la microstructure sur le comportement à l’usure abrasive des revêtements de type Fe-Cr-C a également été rapportée.
Résistance à la corrosion des aciers inoxydables
La corrosion est, en quelque sorte, le phénomène inverse de la métallurgie extractive, les matériaux ayant tendance à revenir à leur état d’origine sous l’effet de leur oxydation par l’environnement.
Les métaux fondus de soudure sont plus sensibles à la corrosion que les métaux de base corroyés, car ils sont hétérogènes du point de vue compositionnel et microstructural. Le processus de solidification introduit une ségrégation des éléments d’alliage majeurs et mineurs, de la porosité, des fissures, ainsi que la formation de phases secondaires dans le joint soudé.
De plus, les défauts de soudage tels que les porosités et inclusions, ainsi que les contraintes résiduelles et la précipitation de phases secondaires nocives, influencent fortement le comportement à la corrosion des structures soudées. La corrosion par piqûres se produit beaucoup plus rapidement dans les zones où des modifications microstructurales dues au soudage sont apparues.
À l’état sensibilisé, les aciers sont très sensibles à la corrosion intergranulaire dans les environnements chlorés et caustiques.
Résistance à la corrosion du Cladding
Bien que l’acier inoxydable résiste à la corrosion, il n’est pas immunisé en environnement contenant des chlorures. Cela constitue un problème lorsque l’inox est exposé au chlore et à l’acide chlorhydrique.
Les matériaux contenant du nickel, comme les aciers inoxydables austénitiques, sont utilisés depuis de nombreuses années dans les applications marines. Les alliages nickel-chrome-molybdène (Ni-Cr-Mo) sont utilisés depuis plus de 20 ans dans les réacteurs destinés à la production d’acide acétique. Ces alliages constituent une alternative économique aux inox nickel-chrome (Ni-Cr), en raison de leur bonne résistance aux milieux oxydants corrosifs ; les alliages Ni-Mo ont quant à eux une bonne résistance aux milieux corrosifs réducteurs.
Le molybdène, combiné au chrome, stabilise le film passif en présence de chlorures et améliore particulièrement la résistance à la corrosion par piqûres et à la corrosion intergranulaire.
Les aciers inoxydables austénitiques figurent parmi les meilleurs choix, car ils combinent un très bon comportement à la corrosion avec d’excellentes propriétés mécaniques, surtout lorsqu’il s’agit de nuances L à très faible teneur en carbone. La structure austénitique offre un excellent compromis entre résistance à la corrosion, à l’oxydation et à la sulfuration, associé à une bonne résistance au fluage, à la ténacité et à la résistance mécanique à des températures supérieures à 565 °C.
Ils sont par conséquent souvent utilisés dans les raffineries pour les tubes de chauffe et leurs supports, ainsi que dans les installations de soufre et d’hydrogène. Ils restent toutefois sensibles à la précipitation de carbures de chrome aux joints de grains lorsqu’ils sont chauffés dans la plage de 540 °C à 820 °C.
Méthodes de mesure de la corrosion
La mesure de la corrosion est une méthode quantitative permettant d’évaluer l’efficacité des techniques de contrôle et de prévention de la corrosion. Elle fournit un retour d’information permettant d’optimiser ces méthodes.
La mesure de la corrosion utilise différentes techniques pour déterminer le caractère corrosif de l’environnement et la vitesse de perte de métal. Les techniques adoptées pour mesurer la corrosion des claddings inox comprennent notamment les coupons de perte de masse et les mesures potentiodynamiques, qui constituent le noyau des systèmes industriels de surveillance de la corrosion.
Caractérisation métallurgique du Cladding
Étude de microdureté dans le Cladding
La variation de dureté à travers la section transversale d’un dépôt rechargé constitue un très bon indicateur de l’ampleur de la dilution avec le métal de base et de son effet sur les propriétés du dépôt.
Il a été observé que, dans la répartition de dureté à travers le dépôt et l’interface avec le substrat en inox 316L, la dureté près de l’interface était inférieure à celle du dépôt non dilué. La dureté du dépôt augmentait presque linéairement de 350 VHN à l’interface jusqu’à environ 600 VHN à 2,5 mm de l’interface, au-delà de laquelle aucune augmentation significative n’était observée.
Des mesures de microdureté ont également été effectuées sur des sections polies transversales d’éprouvettes rechargées au laser, préparées avec trois niveaux de puissance laser différents. Il a été constaté que la microdureté du dépôt rechargé au laser dépendait fortement des paramètres de procédé.
Une augmentation de l’apport thermique lors du cladding laser entraînait une diminution de la dureté. Un cladding réalisé avec une puissance laser de 1,5 kW, une vitesse de balayage de 5 mm/s et un débit de poudre de 6 g/min aboutissait à un dépôt présentant une transition abrupte de microdureté à travers l’interface dépôt/substrat.
Il a également été rapporté que la dureté du dépôt à base de fer augmentait avec la distance à l’interface dans le revêtement, principalement en raison de la dilution. La dilution conduit à un overlay dont la composition diffère de celle de l’électrode, à cause du mélange du métal de base fondu avec le métal d’apport pendant le soudage.
L’auteur a conclu que la dureté plus élevée des overlays produits par soudage TIG par rapport au soudage SMAW pouvait probablement être attribuée à une dilution plus faible en TIG qu’en SMAW.
Études microstructurales dans le Cladding
À température ambiante, les alliages inox corroyés de la série AISI 300 sont entièrement austénitiques et présentent une structure homogène, tandis que les soudures contiennent certaines quantités de ferrite delta, retenue à température ambiante après solidification rapide, ce qui conduit à une structure hétérogène.
Les modifications microstructurales intervenant lors du dépôt d’un inox AISI 304L sur acier de construction par PTAW ont été étudiées, ainsi que l’intégrité du joint du point de vue mécanique, métallurgique et de la résistance à la corrosion.
Les auteurs ont étudié la formation de la microstructure à ferrite delta dans les soudures inox à l’aide du diagramme de phases ternaire Fe-Ni-Cr. Une coupe verticale à 70 % de fer du diagramme ternaire a été tracée et est appelée diagramme pseudo-binaire. La figure 2.7 montre ce diagramme pseudo-binaire pour des alliages à 70 % Fe et représente la séquence de solidification correspondant à la majorité des nuances AISI 300.
CONCLUSION
D’après l’ensemble des résultats obtenus, nous concluons que le cladding sur matériau SS410 avec un overlay nickel-chrome donne une résistance élevée à faible coût, tout en apportant davantage de résistance à la corrosion, de résistance à l’usure et de dureté à un métal de base de faible résistance.
RÉFÉRENCES
[1] Comparison of four arc welding process used for aluminium alloy cladding — A. Benoit, P. Paillard, T. Baudin
[2] Stainless steel cladding deposited by automatic gas metal arc welding — N. Murugan, R. S. Paramar
[3] Effects of process parameters of gas metal arc welding on dilution in cladding of stainless steel on mild steel — Vipin Kumar, Gajendran Singh, Mohd. Zaheer Khan Yusufzai
[4] Surface modification of aluminium alloy by MIG welding with Al-Cu cladding wire — S. Harada, T. Ueyama, D. Zhou
[5] Analysis on the structure and performance of austenitic stainless steel cladding layer — Xiao Ding, Zhiling Wang
[6] A new approach for MIG/MAG cladding
[7] Dutra JC (2009) MIG/MAG — short circuit metal transfer welding power sources versus arc gases.
[8] Harada S, Ueyama T, Mita T, Innami T, Ushio M (1999) The state-of-the-art of AC GMAW process in Japan.
[9] Ueyama T, Tong H, Harada S, Ushio M (2000) Improve sheet metal welding quality and productivity with AC pulsed MIG weld system.
[10] Ueyama T, Tong H, Harada S, Passmore R, Ushio M (2005) AC pulsed GMAW improves sheet metal joining; Dutra JC, Bonacorso NG, Santos DE, Hemmer
[11] Dutra JC, Puhl EB, Bonacorso NG, Silva RGH (2013) Improving surfacing performance with GMAW.
[12] Tonmsic M, Barhorst S (1984) Keyhole plasma arc welding of aluminium with variable polarity power.
[13] Dutra JC, Silva RHG, Savi BM, Marques C, Alarcon OE (2015) New methodology for AC-pulsed GMAW parameterization applied to aluminum shipbuilding. J Braz Soc Mech Sci Eng. online
[14] Tong H, Ueyama T, Harada S, Ushio M (2001) Quality and productivity in aluminium alloy thin sheet welding using alternating current pulsed metal inert gas welding system. Sci Technol
[15] Dutra JC, Cirino LM, Silva RHG (2010) AC-TIG welding of aluminium — new perspective for the evaluation of the role of the positive polarity current.
[16] Dutra JC, Cirino LM, Silva RHG (2010) AC GTAW of aluminium: new perspective for evaluation of role of positive polarity time. Sci Technol Weld
[17] Dutra JC, Silva RHG, Marques C (2015) Melting and welding power characteristics of MIG-CMT versus conventional MIG for aluminium 5183. Weld
[18] Pickin CG, Young K (2006) Evaluation of cold metal transfer (CMT) process for welding aluminium alloy. Sci Technol Weld Join
[19] Yarmuch MAR, Patchett BM (2007) Variable AC Polarity GTAW Fusion behavior. Weld J
[20] Lesnewich A (1958) Control of melting rate and metal transfer in gas-shielded metal-arc welding part I — control of electrode melting rate. Weld J
[21] Dutra JC, Marques C, Silva RHG (2012) Interpretative agreements and disagreements in the inter-relationships of the variables of the pulsed current applied to the aluminum wire.