SOUDAGE – BASES THERMO-MÉTALLURGIQUES, DÉFAUTS ET TRAITEMENTS
1. LE SOUDAGE
Le soudage est une opération consistant à assembler deux ou plusieurs pièces rigides afin d’assurer une continuité entre elles ou entre différentes parties d’un ensemble. Après solidification, on obtient un joint :
- homogène, avec des caractéristiques proches du métal de base,
- ou hétérogène, dans le cas de métaux différents.
Le soudage constitue à la fois :
- une opération locale d’élaboration métallurgique,
- et une opération locale de traitement thermique, conduisant à une structure cristalline dépendant de la composition chimique et du cycle thermique.
L’assemblage peut être réalisé par :
- la chaleur,
- la pression,
- ou leur combinaison.
Le soudage est aujourd’hui utilisé dans tous les domaines industriels, de la microélectronique aux structures lourdes. Il permet d’assembler la quasi-totalité des métaux, pour des épaisseurs allant de 0,01 mm à plus de 100 mm.
2. SOUDABILITÉ MÉTALLURGIQUE
La soudabilité métallurgique concerne les modifications des propriétés du matériau au voisinage du joint soudé :
- ZF : zone fondue
- ZL : zone de liaison
- ZAT : zone affectée thermiquement
Ces modifications résultent du cycle thermique imposé par le mode opératoire de soudage (MOS).
👉 Exemple critique :
Formation de martensite en ZAT → zone fragile → risque de fissuration à froid.
I. ASPECT THERMO-MÉTALLURGIQUE DU SOUDAGE
1. PARTIES CONSTITUTIVES D’UN JOINT SOUDÉ
1.1 Zone fondue (ZF)
Zone portée à l’état liquide, avec ou sans métal d’apport.
1.2 Zone de liaison (ZL)
Interface entre métal fondu et métal de base.
1.3 Zone affectée thermiquement (ZAT)
Zone non fondue ayant subi :
- modifications microstructurales,
- transformations physico-chimiques.
👉 Pour les aciers : zone austénitisée.
1.4 Métal de base (MB)
Zone non affectée métallurgiquement, mais pouvant contenir contraintes et déformations.
2. CYCLE THERMIQUE DE SOUDAGE


Le cycle thermique décrit l’évolution de la température en fonction du temps en un point donné.
Phases principales :
- Montée en température → dilatation
- Ac1 → Ac3 : austénitisation
- Fusion
- Solidification → dendrites
- Transformations (perlite, bainite, martensite)
- Contraintes résiduelles
3. PARAMÈTRES THERMIQUES
Paramètres clés :
- Δt 800/500 (IIS)
- Δt 700/300 (IRSID)
Facteurs influents :
- énergie de soudage
- procédé
- épaisseur
- préchauffage
- température inter-passes
- géométrie du joint
4. DÉFINITION DE LA ZAT


Dans la ZAT :
- croissance du grain
- modifications mécaniques
- zone critique pour fissuration à froid
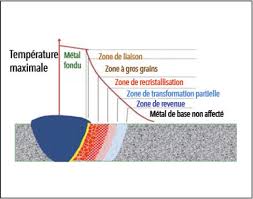
5. TRANSFORMATIONS EN ZAT (CHAUFFAGE)
Zones successives :
- métal de base intact
- zone subcritique
- zone intercritique
- zone austénitique
- zone partiellement fondue
👉 Solidification par épitaxie sur les grains existants.
6. TRANSFORMATIONS EN ZAT (REFROIDISSEMENT)

Selon la vitesse :
- Lent → Ferrite + Perlite
- Moyen → Bainite
- Rapide → Martensite
👉 Dureté maximale = refroidissement rapide
7. RISQUES MÉTALLURGIQUES
- Martensite → fissuration à froid
- Austénite → fissuration à chaud
- Ferrite → fragilité (grain grossi)
- Austéno-ferritique → phase sigma
8. RÉSILIENCE DU JOINT

Facteurs :
- faible alliage → faible ténacité
- ferrite aciculaire → amélioration
- excès d’alliage → dégradation
- refroidissement rapide → amélioration (conditions spécifiques)
II. DÉFAUTS MÉCANIQUES DU SOUDAGE
1. CONTRAINTES RÉSIDUELLES
Types :
- directes (thermiques)
- indirectes (bridage)
- parasites (charges externes)
2. DÉFORMATIONS



- retrait en épaisseur
- retrait longitudinal
- retrait transversal
Solutions :
- contre-flèche
- soudage symétrique
- redressage
3. SÉGRÉGATION
Migration des éléments vers joints de grains → fragilisation intergranulaire.
4. CORROSION
- galvanique
- intergranulaire
- interfaciale
5. FISSURATION À CHAUD

Causes :
- ségrégation
- bridage
- vitesse excessive
Position : centre du cordon
6. FISSURATION À FROID

Causes :
- hydrogène
- contraintes
- martensite
Prévention :
- préchauffage
- séchage consommables
- nettoyage
7. ARRACHEMENT LAMELLAIRE



Origine :
- inclusions
- contraintes perpendiculaires
Solutions :
- beurrage
- conception du joint
- acier adapté
8. POROSITÉS



Origine :
- gaz (H₂, N₂, CO…)
Prévention :
- propreté
- énergie adaptée
- désoxydants
9. SOUFFLURES VERMICULAIRES
Défauts gazeux ascendants dans le cordon.
10. INCLUSIONS
Types :
- tungstène (TIG)
- laitier
- oxydes
III. TRAITEMENTS THERMIQUES APRÈS SOUDAGE
1. CYCLE DE RECUIT

- chauffage
- maintien
- refroidissement lent
2. RECUIT DE NORMALISATION
Objectifs :
- affiner les grains
- améliorer propriétés mécaniques
- supprimer contraintes
👉 Température : Ac3 + 40 à 50°C
3. RECUIT DE DÉTENTE
Objectif :
- réduire contraintes internes
Paramètres :
- montée : 120–150 °C/h
- refroidissement contrôlé
- température < Ac1
4. RECUIT DE DÉGAZAGE
Objectif :
- élimination hydrogène
- amélioration ductilité
👉 Typiquement :
- ~250 °C
- maintien ~8 h
✔️ CONCLUSION TECHNIQUE
Le soudage est une discipline à la frontière :
- de la métallurgie,
- de la thermique,
- et de la mécanique.
👉 La maîtrise repose sur :
- le contrôle du cycle thermique,
- la compréhension des transformations de phase,
- et la gestion des contraintes et défauts.