SYSTÈME DE RECHARGEMENT PAR BANDE ESO® ESW / SAW Strip Welding
🔷 CONTEXTE
Pour répondre aux exigences de résistance mécanique, corrosion, abrasion ou érosion, il est souvent nécessaire d’utiliser des alliages performants plutôt que des aciers carbone.
Cependant, lorsque seule la surface exposée est critique, une solution plus économique consiste à :
- utiliser un matériau de base moins coûteux
- appliquer une couche de rechargement (cladding) en alliage noble
👉 Cette approche est courante sur surfaces planes (plaques clad laminées ou explosées).
🔷 PROCÉDÉS DE CLADDING
Le rechargement interne ou externe est réalisé par :
- procédés fil :
- GMAW
- FCAW
- SAW
- procédés bande :
- ESW
- SAW strip cladding
⚠️ Limites :
- composition
- position
- accessibilité
- épaisseur minimale (critique pour strip cladding)
👉 En pratique :
- épaisseur minimale typique : 25,4 mm (1″)
🔷 PRINCIPE ESO® (EXTENDED STICK-OUT)
🔹 Concept clé
La différence majeure repose sur :
👉 la distance entre le point d’alimentation du courant et la pièce
🖼️ IMAGE 1 – Configuration ESO®


6
🔹 Effet physique exploité
👉 Effet I²R (échauffement résistif) :
- préchauffage du ruban
- augmentation du taux de dépôt
- stabilisation du bain
🔹 Paramètres typiques
- stick-out : 60 à 100 mm
- ruban légèrement formé (rigidité accrue)
- alimentation par double galet
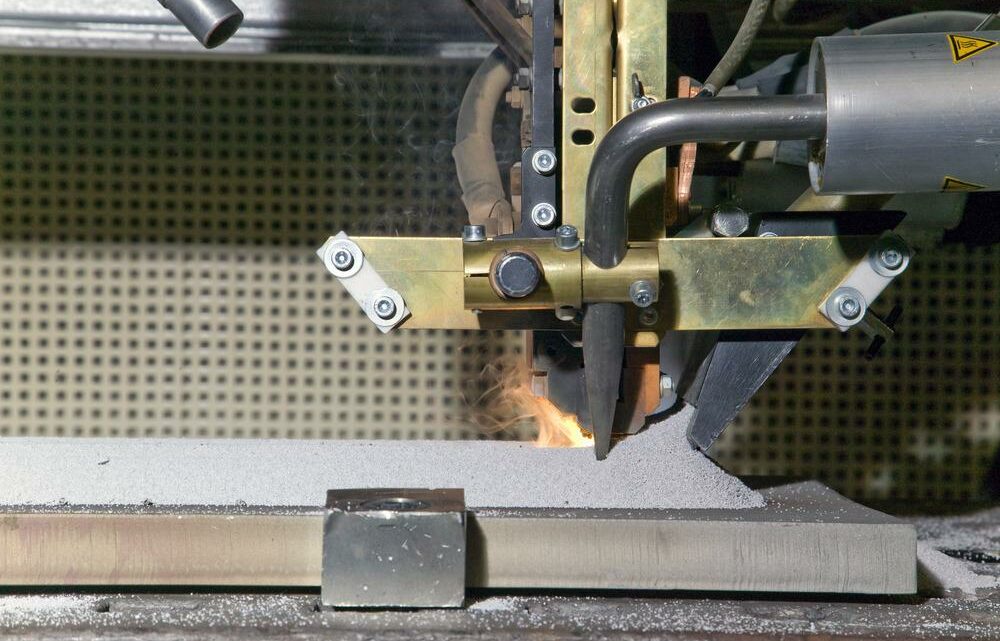
🖼️ IMAGE 2 – Dépôt SAW avec ESO® + guidage magnétique


🔷 SYSTÈME COMPLET (APPROCHE SYSTÈME)
👉 Le procédé ESO® fonctionne uniquement en approche intégrée :
Éléments nécessaires :
1. Source de puissance
- tension constante
- fort courant de court-circuit
2. Alimentation bande
- contrôle indépendant
- moteur couple élevé / basse vitesse
- régulation tachymétrique
3. Tête de soudage spécifique
- rigidification du ruban
- fonctionnement ESO SAW / ESW
4. Guidage magnétique
- contrôle indépendant
- réglage fréquence et intensité
5. Couple ruban + flux
- adapté mono ou multicouche
🔷 GUIDAGE MAGNÉTIQUE
Principe :
- le métal fondu n’est pas magnétique
- MAIS le bain de flux est conducteur
👉 Les aimants agissent sur le flux :
Effets obtenus :
- contrôle du mouillage
- contrôle des bords du cordon
- recouvrement parfait (tie-in)
🔷 PERFORMANCES
🔹 Taux de dépôt
- 60 mm : ~ 80 lb/h
- 90 mm : ~ 110 lb/h
- 120 mm : ~ 135 lb/h
🖼️ IMAGE 3 – Taux de dépôt comparatif

🔷 DILUTION
Relation clé :
👉 Stick-out ↑ ⇒ Dilution ↓
- SAW : ≈ 15 %
- ESW : possible < 8 % ⚠️ risque manque de fusion
🔷 AVANTAGES INDUSTRIELS
- vitesse de soudage élevée
- dépôt élevé
- réduction consommation flux
- réduction coûts alliages
- contrôle chimie dépôt
- possibilité monocouche
🔷 LIMITES / RISQUES
- oxydation ruban (ESW forte extension)
- contrôle fusion critique à faible dilution
- dépendance forte au système global
🔷 APPLICATIONS
Équipements :
- appareils sous pression
- tuyauteries
- vannes
- têtes (ID / OD)
Types d’accès :
- accès étroit :
- bandes 30 / 60 mm
- grande portée :
- jusqu’à 1200 mm
🖼️ IMAGE 4 – Système ESO complet

6
🔷 DIMENSIONS ET CAPACITÉS
| Bande | Épaisseur min | ID min | OD min |
|---|---|---|---|
| 15 mm | 30 mm | 13 mm | 150 mm |
| 30 mm | 40 mm | 16 mm | 200 mm |
| 60 mm | 60 mm | 20 mm | 400 mm |
| 90 mm | 75 mm | 30 mm | 600 mm |
| 120 mm | 100 mm | 75 mm | 900 mm |
🔷 CONCLUSION
Le procédé ESO® permet :
- augmentation vitesse + dépôt
- réduction dilution
- réduction flux
- compétitivité vs ESW
👉 Point critique :
Tous les avantages ne sont obtenus QUE si l’approche système est respectée.
EUROWELD, Ltd. – Octobre 2008