LE SOUDAGE TIG (Procédé 141)
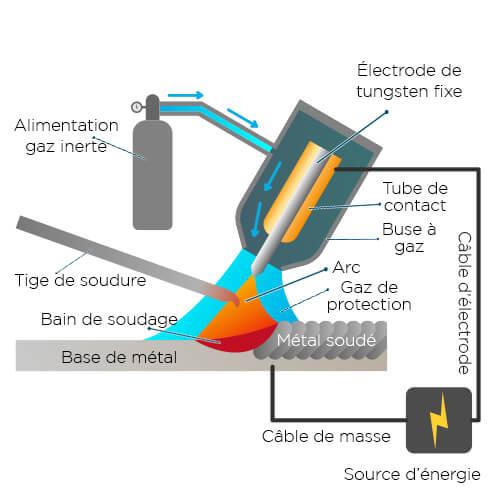
1. Principe du procédé TIG manuel
Le soudage TIG (Tungsten Inert Gas ou GTAW) est un procédé de soudage à l’arc électrique :
- L’arc est établi entre :
- une électrode non fusible en tungstène
- la pièce à souder
- Le bain de fusion est protégé par un gaz inerte (argon, hélium)
- Le métal d’apport est ajouté séparément (comme en oxyacétylénique)
👉 L’électrode ne fond pas : elle sert uniquement de support à l’arc.
2. Gaz de protection
- Principalement : argon
- Autres :
- Argon + Hélium → plus de chaleur
- Argon + Hydrogène → inox austénitique
Rôle du gaz :
- Protection contre l’oxydation
- Stabilisation de l’arc
- Protection électrode + bain
3. Métaux soudables
Le TIG permet de souder :
- Acier carbone
- Acier inoxydable
- Aluminium et alliages légers
- Cuivre et alliages
- Titane (haute qualité)
4. Nature du courant
🔹 Courant continu (DC)
- Polarité : DC- (électrode négative)
- Utilisé pour :
- Acier
- Inox
- Cuivre
👉 Avantage : pénétration élevée
🔹 Courant alternatif (AC)


- Obligatoire pour :
- Aluminium
- Magnésium
👉 Permet :
- Décapage de l’alumine (Al₂O₃)
- Alternance :
-
- → nettoyage
- – → fusion
-
5. Composition du matériel
Éléments principaux :


1. Générateur
- Transforme le courant réseau
- AC / DC / AC-DC
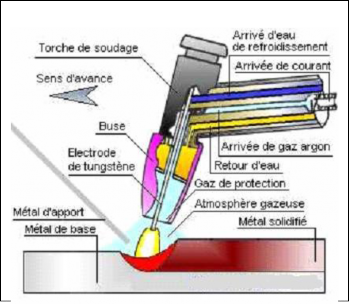
2. Torche
- Refroidissement :
- air (< 200 A)
- eau (> 200 A)
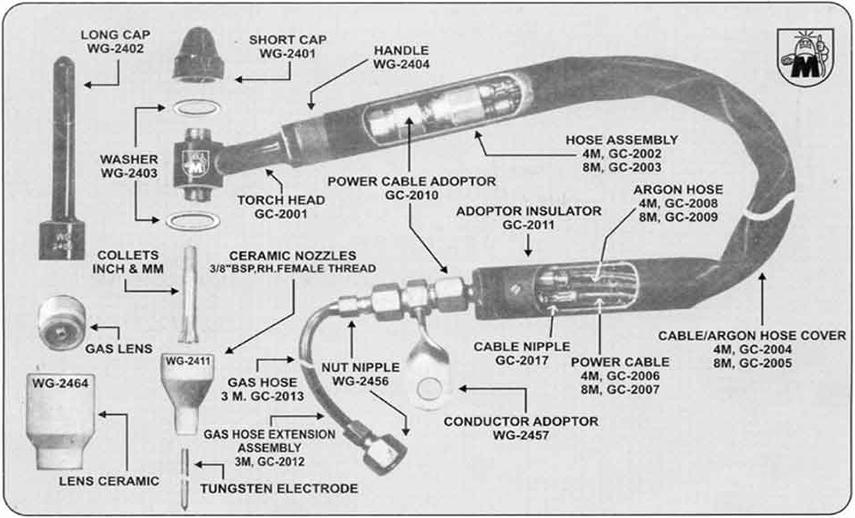
3. Électrode tungstène
- Non fusible
- Ø : 1 à 8 mm
- Types :
- pur
- thorié
- lanthané (recommandé)
4. Buse
- Céramique ou alumine
- Ø ≈ 4 × Ø électrode
5. Détendeur débitmètre
- 200 bars → ~3,5 bars
- Réglage débit gaz
6. Paramètres essentiels
Intensité (ordre de grandeur)
| Métal | Courant |
|---|---|
| Acier / inox | 30–40 A/mm |
| Aluminium | 40–50 A/mm |
| Cuivre | 75–80 A/mm |
Longueur d’arc
- Courte (3 à 5 mm) → stabilité + pénétration
Débit gaz
- Inox : 4 à 8 L/min
- Aluminium : 5 à 10 L/min
Pré-gaz / Post-gaz
- Pré-gaz : ~1 à 3 s
- Post-gaz : dépend intensité (ex : 10–20 s)
7. Avantages / Inconvénients
✅ Avantages
- Très haute qualité
- Pas de laitier
- Pas de projections
- Cordon esthétique
- Soudage toutes positions
❌ Inconvénients
- Productivité faible
- Technique exigeante
- Sensible au vent
- Risque inclusion tungstène
8. Technique opératoire (essentiel terrain)
- Tenue torche : comme un crayon
- Inclinaison :
- torche : 70–80°
- baguette : 15–20°
- Déplacement :
- de droite vers gauche (droitier)
- Arc court constant
- Apport :
- au bord du bain
- jamais dans l’arc
9. Défauts courants
| Défaut | Cause |
|---|---|
| Inclusion tungstène | contact électrode |
| Cordon gris | manque de gaz |
| Manque de pénétration | intensité faible |
| Caniveaux | intensité trop forte |
| Fissures | mauvais métal d’apport |
10. Sécurité
Risques
- Coup d’arc (UV)
- Brûlures
- Électrocution
- Fumées / ozone
Protections
- Masque à souder
- Gants cuir
- Vêtements ignifugés
- Chaussures sécurité
- Aspiration fumées
11. Points critiques (niveau expert – important)
👉 Ce sont les vrais leviers de qualité TIG :
- Choix du tungstène (lanthane aujourd’hui)
- Affûtage longitudinal (stries dans le sens du courant)
- Longueur d’arc constante
- Protection gazeuse parfaite (dessus + envers en inox)
- Maîtrise thermique (vitesse vs intensité)
- Préparation des joints irréprochable
12. Conclusion technique
Le procédé TIG est :
- le procédé de référence pour la qualité
- indispensable pour :
- racines
- inox
- aluminium
- nucléaire / chimie
👉 Mais :
- demande main, œil et rigueur
- c’est un procédé de soudeur expert, pas de production rapide