Procédés MIG/MAG/GMAW/ Faible Énergie
Les variantes à faible énergie-(STT, RMD, CMT, ColdArc, Cold Weld, WiseRoot)
Dans le prolongement des évolutions du procédé MIG/MAG, les variantes dites à faible énergie représentent une avancée majeure pour le soudage des pièces sensibles.
Ces procédés reposent sur un principe fondamental :
maîtriser avec précision le transfert du métal en limitant l’apport thermique, grâce au pilotage numérique du courant et de la tension.
Ils sont aujourd’hui incontournables pour :
- les passes de fond en tuyauterie,
- le soudage des tôles fines,
- les assemblages nécessitant une faible déformation,
- et certaines applications multi-matériaux.
Principe général
Contrairement au MIG/MAG conventionnel en court-circuit, où le transfert du métal est peu contrôlé, ces procédés utilisent une gestion dynamique du courant pendant chaque phase du cycle :
- formation du court-circuit,
- mouillage de la goutte,
- détachement contrôlé,
- réamorçage de l’arc.
Le courant est ajusté en temps réel pour :
- éviter les projections,
- stabiliser l’arc,
- réduire l’énergie transmise à la pièce.
Objectifs techniques
Les variantes à faible énergie visent plusieurs améliorations clés :
- Réduction de l’apport calorifique
- Limitation des déformations
- Amélioration du contrôle du bain de fusion
- Diminution des projections
- Stabilité accrue de l’arc
Elles permettent de travailler sur des épaisseurs très faibles, parfois à partir de 0,3 à 0,5 mm, tout en conservant une excellente qualité de soudure.
Principaux procédés
STT (Surface Tension Transfer) – Lincoln Electric

Le procédé STT repose sur un contrôle très fin du courant pendant le court-circuit.
Principe
- chute du courant lors du contact fil/pièce → mouillage sans projection,
- montée progressive du courant → détachement contrôlé de la goutte,
- stabilisation de l’arc avant le cycle suivant.
Avantages
- excellente maîtrise des passes de fond,
- très faible niveau de projections,
- bonne tolérance aux jeux variables.
Applications
- tuyauterie (acier carbone et inox),
- racines ouvertes,
- soudage en position.
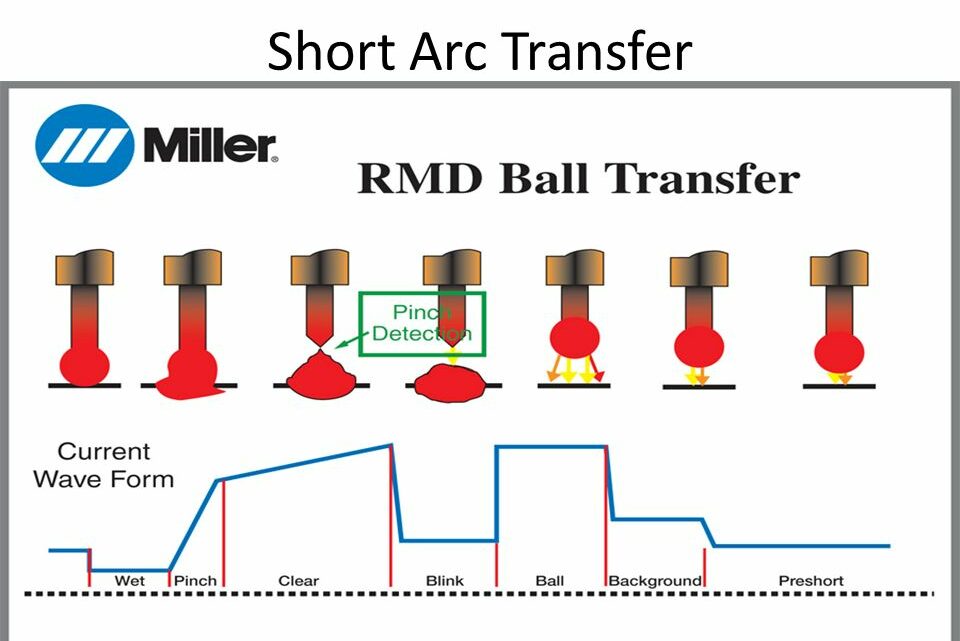
RMD (Regulated Metal Deposition) – Miller

Le procédé RMD est une évolution du transfert en court-circuit piloté.
Principe
Le courant est ajusté en continu pendant toutes les phases du transfert métallique, avec une régulation logicielle avancée.
Avantages
- réduction de l’apport thermique (jusqu’à 20 %),
- transfert très stable,
- facilité de mise en œuvre.
Applications
- tôles fines,
- racines,
- applications générales en production.
CMT (Cold Metal Transfer) – Fronius

Le procédé CMT introduit une innovation majeure :
la synchronisation entre le courant et le mouvement du fil.
Principe
- le fil avance jusqu’au contact,
- il est ensuite légèrement retiré mécaniquement,
- le transfert se fait avec un courant très faible, voire quasi nul.
Avantages
- quasi absence de projections,
- apport thermique extrêmement faible,
- excellente stabilité.
Applications
- tôles très fines,
- aluminium,
- assemblages acier/aluminium (brasage MIG).
ColdArc – EWM

Le procédé ColdArc repose sur un contrôle numérique très rapide du courant.
Avantages
- faible apport thermique,
- soudage de tôles fines (≈ 0,3 mm),
- très faible déformation.
Applications
- carrosserie,
- structures fines,
- assemblages sensibles.
Cold Weld – CLOOS

Le procédé Cold Weld combine :
- arc pulsé,
- alternance de polarité.
Principe
Le pilotage de la polarité permet de contrôler la répartition de la chaleur entre le fil et la pièce.
Avantages
- bon contrôle thermique,
- augmentation du taux de dépôt tout en limitant la chauffe de la pièce.
WiseRoot – Kemppi

Le procédé WiseRoot optimise le transfert en court-circuit grâce à un contrôle précis du timing.
Avantages
- détachement des gouttes sans projection,
- excellente stabilité de l’arc,
- très adapté aux passes de fond.
Comparaison synthétique
| Procédé | Spécificité principale | Atout majeur |
|---|---|---|
| STT | Contrôle du court-circuit | Racines de haute qualité |
| RMD | Régulation logicielle | Polyvalence et facilité |
| CMT | Mouvement du fil synchronisé | Très faible énergie |
| ColdArc | Onduleur rapide | Tôles très fines |
| Cold Weld | Polarité alternée | Contrôle thermique |
| WiseRoot | Timing du transfert | Stabilité racine |
Avantages globaux de ces procédés
- Réduction significative des déformations
- Qualité de cordon améliorée
- Très faible niveau de projections
- Meilleure répétabilité en production
- Possibilité de souder des épaisseurs très faibles
Limites
- vitesse de dépôt plus faible que les procédés haute productivité,
- sensibilité aux réglages et à la préparation des joints,
- dépendance à des équipements modernes (générateurs onduleurs).
Conclusion
Les variantes MIG/MAG à faible énergie ont profondément transformé les pratiques industrielles, en particulier pour les passes de fond et les tôles fines.
Elles illustrent parfaitement l’évolution du soudage moderne :
moins d’énergie, mais plus de contrôle.