Magnetic Pulse Welding (MPW)
Analyse technique et métallurgique
Le Magnetic Pulse Welding est un procédé d’assemblage à l’état solide appartenant à la famille des high velocity impact welding processes. Il ne repose pas sur la fusion classique d’un bain métallique, mais sur la création d’un impact oblique à très grande vitesse entre deux pièces métalliques, sous l’effet d’une force électromagnétique transitoire très élevée.
Le procédé est particulièrement intéressant pour l’assemblage de métaux semblables et dissemblables, notamment lorsque les procédés de soudage par fusion deviennent difficiles, voire inadaptés, à cause de :
- différences importantes de températures de fusion,
- formation de phases fragiles,
- contraintes thermiques,
- distorsions,
- nécessité de réduire masse et nombre de composants intermédiaires.
1. Principe physique du procédé
Le MPW utilise une décharge capacitive de forte intensité à travers une bobine. Cette décharge génère un champ magnétique transitoire très intense. Dans la pièce extérieure conductrice, ce champ induit des courants de Foucault, qui interagissent avec le champ magnétique primaire et créent une force de Lorentz.
Cette force provoque :
- une accélération ultra-rapide de la pièce mobile, dite flyer,
- une déformation plastique à très grande vitesse,
- une collision oblique avec la pièce fixe,
- puis la formation d’une liaison métallique à l’interface.
Le procédé est extrêmement rapide : la durée utile est de l’ordre de quelques dizaines à quelques centaines de microsecondes.
Les vitesses de déformation annoncées sont très élevées :
- typiquement 10² à 10⁴ s⁻¹ dans la pièce,
- pouvant atteindre 10⁶ à 10⁷ s⁻¹ localement à l’interface.
C’est donc un procédé à la frontière de :
- l’électromagnétisme,
- la mécanique dynamique,
- la plasticité à grande vitesse,
- la métallurgie des interfaces,
- et la simulation multiphysique.
2. Position industrielle du MPW
Le chapitre souligne un point important : le MPW a longtemps été présenté comme une solution très innovante, en particulier dans l’automobile au début des années 2000, mais son adoption industrielle est restée plus limitée qu’attendu.
Pourquoi l’intérêt industriel est réel
Le procédé offre plusieurs avantages :
- assemblage sans métal d’apport,
- pas ou peu de zone affectée thermiquement au sens classique,
- très faible échauffement global,
- possibilité d’assembler Al/Cu, Al/acier, Al/Mg, Al/Ti, Ti/Ni, etc.,
- temps de cycle très court,
- procédé propre, répétable, automatisable,
- potentiel de réduction de poids et de coût.
Pourquoi il n’a pas explosé industriellement
Le frein principal n’est pas le principe, mais la complexité réelle du phénomène :
- fenêtre de soudabilité étroite,
- dépendance forte à la géométrie,
- sensibilité à l’entrefer, à l’énergie et à la fréquence,
- difficultés de compréhension des mécanismes interfaciaux,
- risque de défauts localisés,
- problèmes spécifiques sur couples dissemblables avec formation d’intermétalliques.
Autrement dit :
le MPW est prometteur, mais il n’est pas un procédé “universel” ni “plug-and-play”.
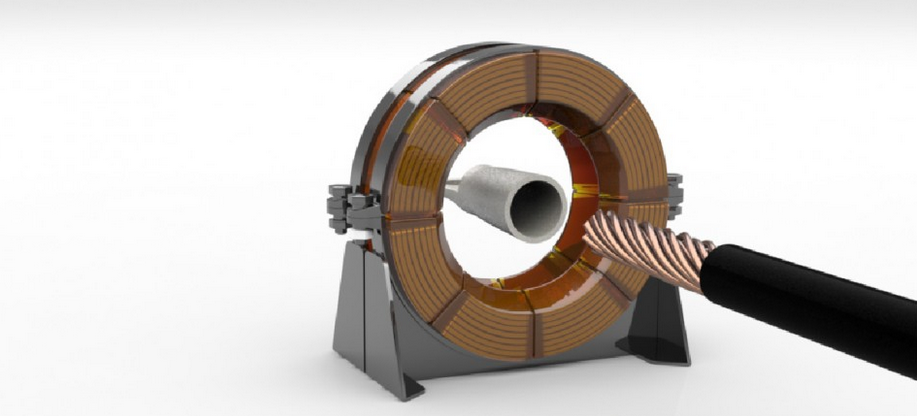
3. Architecture du procédé
Une installation type comprend :
- un générateur impulsionnel avec banc de condensateurs,
- un transformateur,
- un interrupteur de décharge,
- une bobine,
- éventuellement un field shaper.
Rôle du field shaper
Le field shaper concentre le champ magnétique dans la zone utile. Il permet :
- d’augmenter localement l’intensité de la force,
- de mieux contrôler la répartition spatiale de l’effort,
- d’adapter l’outil à la géométrie de la soudure.
C’est un point très important industriellement, car la qualité du MPW dépend fortement du design électromagnétique de l’outillage, et pas seulement de l’énergie envoyée.
4. Paramètres de procédé fondamentaux
Le chapitre insiste sur deux paramètres opératoires majeurs :
4.1 Tension de décharge / énergie
L’énergie stockée dans le banc de condensateurs est donnée par :E=21CU2
avec :
- E : énergie de décharge,
- C : capacité,
- U : tension de charge.
La tension de décharge est le principal paramètre réglable en production.
4.2 Entrefer initial
L’air gap entre la pièce mobile et la pièce support est essentiel.
Il conditionne :
- la course d’accélération,
- la vitesse d’impact,
- l’angle de collision,
- la morphologie interfaciale finale.
Un entrefer trop faible ou trop grand peut conduire à :
- absence de liaison,
- liaison partielle,
- morphologie instable,
- ou défauts interfacials.
4.3 Fréquence de décharge
La fréquence du circuit dépend de l’inductance totale et de la capacité :f=2πLC1
Elle joue un rôle majeur via la profondeur de peau.
Le courant induit doit rester suffisamment confiné près de la surface du flyer pour produire une force efficace.
La profondeur de peau dépend de :
- la résistivité électrique du matériau,
- la fréquence,
- la perméabilité magnétique.
Conséquence pratique :
le réglage de fréquence n’est pas un simple détail électrique ; il influence directement :
- la pénétration du champ,
- la distribution des courants induits,
- l’intensité de la force de Lorentz,
- la cinématique du flyer.
5. Nature du joint : ce qui remplace la soudure “classique”
Dans un soudage conventionnel, on distingue :
- métal fondu,
- ZAT,
- métal de base.
En MPW, cette vision devient inadaptée.
La liaison est confinée à l’interface, dans une zone très mince, souvent à l’échelle de quelques micromètres. La “nature” de la soudure dépend alors de la cinématique locale de collision.
Le chapitre distingue plusieurs cas.
6. Premier cas : liaison droite sans déformation apparente
Dans le cas le plus simple, on observe une interface rectiligne collée, avec continuité métallique apparente.
Cela correspond à l’onset of weld, c’est-à-dire au début de la liaison, sous l’effet dominant d’une forte compression hydrostatique. Les grains proches de l’interface peuvent rester peu déformés.
Signification métallurgique
Ce point est très important :
la présence d’une onde interfaciale n’est pas indispensable pour qu’il y ait liaison.
Autrement dit :
- une interface droite peut déjà être soudée,
- la liaison peut naître sous compression intense,
- l’ondulation n’est pas le seul critère de succès.
C’est une idée essentielle, car beaucoup de travaux assimilent trop rapidement “interface ondulée = bonne soudure”.
7. Deuxième cas : interface ondulée
Lorsque les conditions de collision deviennent plus sévères, l’interface développe une morphologie ondulée.
Le chapitre relie ce phénomène à :
- un cisaillement interfacial intense,
- une instabilité de type Kelvin–Helmholtz,
- l’interaction entre ondes de choc et écoulement tangentiel local.
Les grains adjacents sont alors fortement cisaillés et suivent la géométrie de l’onde.
Intérêt de cette morphologie
L’interface ondulée est souvent considérée comme un indicateur de soudage par impact réussi, car elle traduit :
- un niveau d’énergie suffisant,
- une collision oblique,
- une forte interaction mécanique interfaciale.
Mais le chapitre met en garde :
- une interface ondulée peut être saine,
- mais elle peut aussi évoluer vers une ondulation irrégulière, puis vers le défaut.
Donc, là encore :
l’onde n’est pas un critère suffisant.
8. Jetting : phénomène central
Au voisinage du point de collision, un jet tangentiel peut se former.
Ce jet est produit par la combinaison de :
- la pression normale très élevée,
- la composante tangentielle de vitesse,
- le cisaillement intense à l’interface.
Rôle positif du jet
Le jet peut :
- décaper l’interface,
- expulser les couches superficielles contaminées,
- favoriser le contact métal propre / métal propre,
- contribuer à la formation du joint.
Rôle négatif du jet
S’il devient excessif ou instable, il peut aussi :
- créer des cavités,
- entraîner des particules,
- provoquer des vides,
- initier des zones de fusion locale,
- conduire à une morphologie irrégulière et à un joint fragile.
C’est là toute l’ambiguïté du MPW :
le mécanisme qui favorise la liaison peut aussi, s’il dépasse un seuil, dégrader cette même liaison.
9. Défauts : vortex, cavités, zones affectées par jetting
Quand le cisaillement devient trop intense, l’interface peut entrer dans une zone de forte instabilité avec :
- vortex développement,
- cavités,
- trous localisés,
- irrégularités ondulatoires,
- perte de continuité.
Le chapitre introduit les notions de :
- JAZ : Jetting Affected Zone,
- VAZ : Vortex Affected Zone.
Ces zones peuvent contenir des défauts de taille importante, parfois comparables à l’amplitude des ondes interfaciales.
Interprétation métallurgique
Ces défauts peuvent provenir de plusieurs mécanismes combinés :
- éjection de matière solide ou semi-fluide,
- fusion localisée suivie de retrait,
- fragmentation locale,
- instabilité de type tourbillonnaire à l’interface.
C’est une zone très intéressante d’un point de vue fondamental, car le comportement n’est plus seulement “mécanique”, mais thermomécanique et micro structural.
10. Cas des assemblages dissemblables : problème des intermétalliques
L’aluminium et le cuivre diffèrent fortement par :
- leur température de fusion,
- leur conductivité thermique,
- leur comportement mécanique,
- leur diffusivité,
- leur aptitude à former des phases intermétalliques.
Conséquence
Dans les zones de cisaillement intense et de vortex, il peut se produire :
- un mélange localisé,
- une fusion confinée,
- puis une solidification ultra-rapide.
Cela conduit à la formation :
- de poches intermétalliques,
- ou de couches continues d’intermétalliques,
- parfois même de nature amorphe selon les auteurs.
Importance pratique
Pour des couples tels que Al/Cu, l’obtention d’une liaison n’est pas seulement une question d’onde ou de pression :
c’est surtout une question de contrôle de l’épaisseur et de la continuité des couches intermétalliques.
11. Fissuration des couches intermétalliques
Lorsque la couche intermétallique s’épaissit, le risque augmente de voir apparaître :
- microfissures transversales,
- coalescence de fissures,
- fragmentation de la couche,
- rupture catastrophique le long de l’interface.
Les raisons avancées sont cohérentes :
- retrait de solidification,
- incompatibilités de coefficient de dilatation,
- fragilité intrinsèque des composés intermétalliques,
- cisaillement résiduel,
- séparation localisée entre couche intermétallique et aluminium.
Conclusion pratique
Pour les métaux dissemblables, la question clé n’est pas seulement :
“est-ce que ça soude ?”
La vraie question est :
“quelle nature interfaciale obtient-on, et à quel prix métallurgique ?”
12. Modélisation numérique du comportement interfacial
Le chapitre fait une revue utile des méthodes numériques :
- Lagrangienne,
- ALE,
- Eulerienne,
- SPH,
- dynamique moléculaire.
Conclusion des auteurs
La méthode Eulerienne apparaît comme la plus convaincante pour décrire :
- le développement de l’onde,
- le jetting,
- l’éjection de matière,
- et certains sites de défauts.
Pourquoi
En formulation lagrangienne pure, le maillage se distord trop fortement lorsque l’interface subit de très grandes déformations locales.
La formulation eulérienne permet au contraire de suivre l’écoulement de la matière sur une grille fixe.
Intérêt scientifique
C’est une contribution importante du chapitre :
la simulation ne sert pas seulement à calculer une vitesse de flyer, mais à reproduire les morphologies interfaciales.
Pour un ingénieur procédés, cela ouvre la voie à :
- la définition d’une fenêtre de soudabilité,
- l’identification de conditions favorisant l’onde saine,
- la prévision de zones de surcisaillement,
- la détection potentielle de conditions menant aux défauts.
13. Effets thermiques locaux
Même si le MPW est un procédé à l’état solide, le chapitre montre qu’il peut exister des échauffements localisés intenses dus au travail plastique et au cisaillement interfacial.
Ces échauffements restent :
- très localisés,
- très transitoires,
- mais suffisants pour expliquer :
- un adoucissement thermomécanique,
- une fusion locale,
- la formation de défauts,
- ou la naissance de phases intermétalliques dans les couples dissemblables.
C’est un point capital :
le MPW n’est pas un procédé “froid” au sens absolu.
C’est un procédé globalement sans fusion massive, mais pouvant générer des microvolumes localement portés à des températures très élevées.
14. Modélisation multiphysique du vol du flyer
Le chapitre traite ensuite du comportement “en vol” de la pièce mobile avant impact.
Cette phase dépend d’un couplage entre :
- électromagnétisme,
- mécanique,
- et parfois thermique.
Chaîne physique
- Décharge du générateur
- Courant dans la bobine
- Champ magnétique
- Courants induits dans le flyer
- Force de Lorentz
- Accélération du flyer
- Déformation du flyer
- Collision avec la pièce cible
Point essentiel
La vitesse du flyer n’est pas uniforme ni triviale.
Elle dépend :
- de la géométrie,
- de la fréquence,
- de l’intensité de décharge,
- de la résistivité,
- de l’épaisseur,
- du matériau,
- de l’évolution même de la forme pendant le vol.
La simulation multiphysique permet donc de calculer :
- la vitesse locale,
- la déformation avant impact,
- et les conditions initiales de collision utilisées ensuite dans la simulation interfaciale.
15. Ce qu’il faut retenir de ce procédé
Avantages majeurs du MPW
- Assemblage à l’état solide
- Très intéressant pour métaux dissemblables
- Très faible cycle
- Pas d’apport
- Peu de distorsion globale
- Potentiel élevé pour tubes, raccords, connexions électriques, pièces automobiles légères
- Bonne automatisation possible
Limites majeures
- Fenêtre opératoire étroite
- Phénomènes interfaciaux très sensibles
- Outil électromagnétique spécifique
- Difficile à généraliser d’un couple matériau à l’autre
- Intermétalliques critiques sur couples dissemblables
- Qualité du joint difficile à juger par la seule morphologie visuelle
16. Lecture métallurgique synthétique
Le chapitre montre au fond que le MPW est gouverné par trois niveaux simultanés :
Niveau 1 — macroscopique
- énergie,
- fréquence,
- géométrie,
- entrefer,
- vitesse du flyer.
Niveau 2 — mésoscopique
- angle et vitesse de collision,
- formation du jet,
- cisaillement interfacial,
- apparition d’ondes,
- vortex.
Niveau 3 — microscopique/métallurgique
- liaison sous pression,
- mélange local,
- fusion confinée,
- solidification ultra-rapide,
- intermétalliques,
- fissuration.
C’est cette articulation multi-échelle qui rend le procédé passionnant, mais aussi difficile à industrialiser complètement.
17. Intérêt du procédé
- le procédé est réellement innovant,
- mais la nature du joint est beaucoup plus complexe qu’on ne le dit souvent,
- l’interface ondulée n’est ni obligatoire ni suffisante pour qualifier la soudure,
- les couples dissemblables imposent une lecture métallurgique très prudente,
- la simulation multiphysique devient pratiquement indispensable pour comprendre et optimiser le procédé.
C’est donc un texte utile pour un lecteur ayant déjà une culture procédés/métallurgie.
18. Conclusion
Le Magnetic Pulse Welding constitue un procédé d’assemblage à l’état solide à très forte valeur technologique, particulièrement adapté aux couples métalliques difficiles à souder par fusion. Son efficacité ne dépend pas seulement de l’énergie de décharge, mais d’une fenêtre complexe reliant électromagnétisme, cinématique du flyer, angle de collision, cisaillement interfacial et métallurgie locale. Les morphologies ondulées souvent associées au succès du soudage ne constituent pas à elles seules un critère suffisant de qualité, notamment dans les couples dissemblables où la formation d’intermétalliques et de défauts localisés peut compromettre l’intégrité du joint.
📚 Bibliographie
- Sapanathan T. et al., Magnetic Pulse Welding…, InTech, 2016
- Ben-Artzy A. et al., Wave formation mechanism in impact welding, Acta Materialia
- Psyk V. et al., Electromagnetic forming review, Journal of Materials Processing Technology
- Crossland B., Explosive Welding of Metals, Oxford Press
- Zhang W. et al., Intermetallic formation in Al/Cu MPW, Materials Science and Engineering A
- Raoelison R.N. et al., Interface characterization in MPW, Journal of Manufacturing Processes
- Johnson G.R., Cook W.H., Constitutive model for metals, 1983
- Cowan G.R., Explosive welding theory, Metallurgical Transactions
- Kapil A. et al., Industrial applications of MPW, CIRP Annals
- Daehn G. et al., Vaporizing foil actuator welding, Journal of Materials Engineering