Le soudage MIG des alliages d’aluminium
Procédés modernes, enjeux et réalités industrielles
🔶 Introduction
Le soudage MIG (GMAW) des alliages d’aluminium a profondément évolué au cours des vingt dernières années.
Longtemps considéré comme :
- instable
- difficile à maîtriser
- réservé à des opérateurs expérimentés
👉 il est aujourd’hui devenu un procédé hautement piloté, reproductible et performant.
Mais une réalité demeure :
👉 l’aluminium reste un métal exigeant, même avec les technologies les plus avancées.
🔷 1. Les spécificités fondamentales de l’aluminium
🔶 Un matériau atypique
L’aluminium présente des caractéristiques uniques :
- conductivité thermique très élevée
- faible viscosité du bain
- présence d’une couche d’oxyde (Al₂O₃)
- absence de transformation solide (contrairement à l’acier)
🔶 Conséquences en soudage
👉 Le soudeur doit gérer :
- un bain très mobile
- un risque d’effondrement
- un amorçage délicat
- une sensibilité à la porosité
💡 Le véritable enjeu n’est pas de fondre le métal, mais de contrôler le bain.
🔷 2. Les procédés MIG modernes appliqués à l’aluminium
🔶 MIG Pulsé : le standard actuel

✔ Caractéristiques
- transfert contrôlé (1 goutte / impulsion)
- réduction de l’apport thermique
- excellente stabilité
👉 aujourd’hui : le procédé de référence
🔶 Double pulsation : contrôle du bain

✔ Apport technique
- modulation thermique du bain
- meilleure maîtrise de la solidification
✔ Résultat
- réduction des déformations
- aspect esthétique type TIG
🔶 CMT (Cold Metal Transfer – Fronius)

✔ Principe
- détachement assisté mécaniquement
- réduction du courant au moment critique
✔ Avantages
- très faible apport thermique
- idéal pour tôles fines
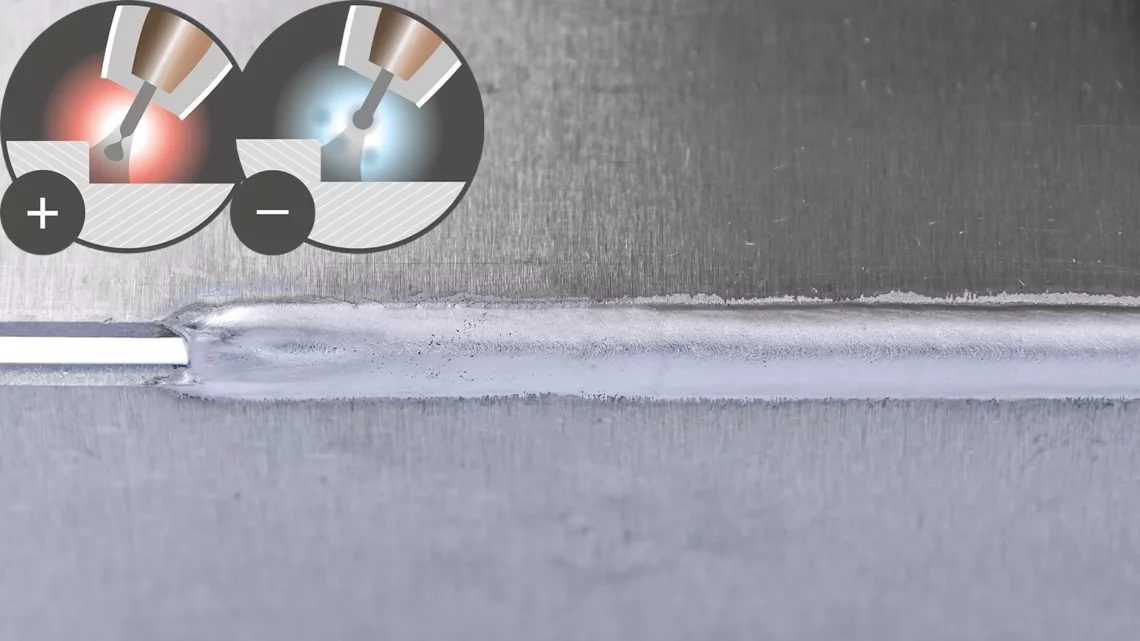
🔶 AC-MIG (polarité variable)
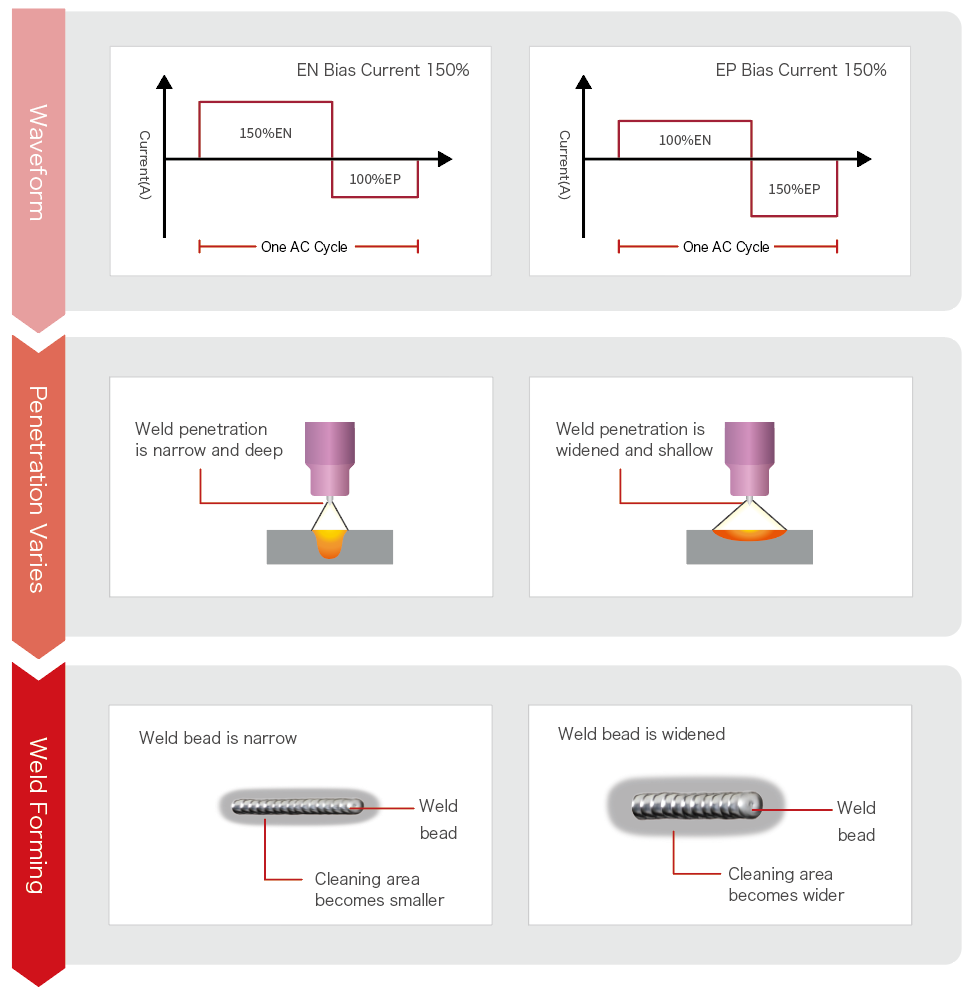
✔ Innovation majeure
Alternance :
- EP → nettoyage de l’oxyde
- EN → fusion du fil + réduction chaleur
✔ Avantage clé
👉 contrôle indépendant :
- du nettoyage
- de la pénétration
- de l’apport thermique
🔷 3. Le rôle central du transfert métallique
🔶 Le cœur du procédé
Chaque goutte :
- se forme
- se détache
- impacte le bain
🔶 Problème spécifique à l’aluminium
- bain très fluide
- faible tension superficielle
👉 le moindre défaut de transfert provoque :
- projections
- instabilité
- défauts
💡 Le MIG aluminium moderne est un procédé de gestion de gouttes.
🔷 4. Les avancées technologiques récentes
🔶 Le passage au numérique
Aujourd’hui :
👉 le générateur contrôle en temps réel :
- la forme d’onde
- le détachement de la goutte
- l’énergie instantanée
🔶 Hybridation des procédés
Un seul programme peut combiner :
- pulsé
- court-circuit contrôlé
- phases de stabilisation
🔶 Automatisation

- robotisation avancée
- répétabilité élevée
- optimisation des paramètres
🔷 5. Limites et réalités industrielles
🔶 Ce qui reste difficile
Malgré les progrès :
- sensibilité à la propreté
- porosité (hydrogène)
- instabilité du bain
- déformations
🔶 Facteurs critiques
👉 qualité du soudage dépend toujours de :
- préparation des joints
- propreté des surfaces
- choix du fil (4043 / 5356…)
- gaz de protection
Le MIG aluminium moderne repose sur trois axes :
🔹 1. Contrôle du transfert
→ pulsé / CMT
🔹 2. Contrôle thermique
→ double pulsation / AC-MIG
🔹 3. Stabilisation du bain
→ algorithmes numériques
🔷 6. Conclusion
Le soudage MIG des alliages d’aluminium a changé de nature :
👉 d’un procédé difficile et instable
👉 à un procédé piloté et maîtrisé
Mais une vérité reste :
👉 la physique de l’aluminium ne pardonne pas