Le soudage à l’arc avec fil fourré (Suite)
FCAW – MCAW – avec ou sans gaz, avec ou sans laitier
Synthèse technique et métallurgique (aciers carbone & inox)
🔶 1. Principe du fil fourré : un consommable actif
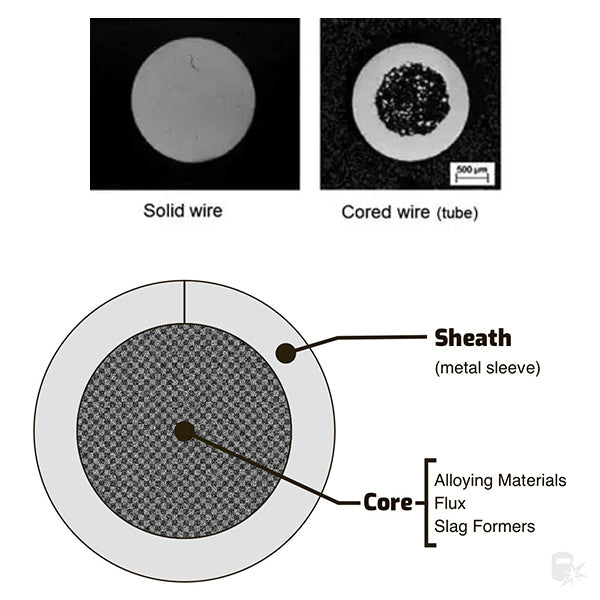
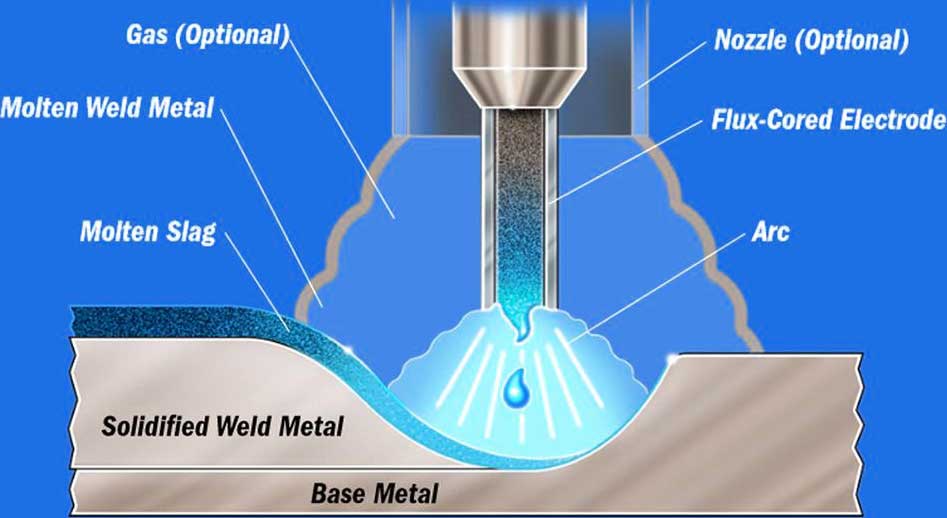
Le fil fourré est un consommable actif, conçu pour intervenir directement sur le bain de fusion. Contrairement au fil massif, il contient un cœur composé de flux ou de poudres métalliques qui modifient la stabilité de l’arc, la protection du bain et la métallurgie du dépôt.
Cette conception tubulaire permet d’intégrer dans le fil lui-même une partie du procédé : désoxydation, génération de gaz, formation de laitier, ajout d’éléments d’alliage. C’est ce qui explique sa polyvalence et son efficacité industrielle.
🔶 2. FCAW vs MCAW : deux philosophies du bain de fusion
FCAW vs MCAW : deux façons de construire un bain de fusion
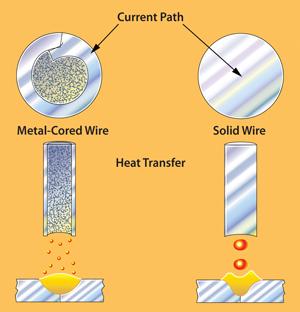
À première vue, le FCAW (Flux-Cored Arc Welding) et le MCAW (Metal-Cored Arc Welding) semblent très proches. Les deux utilisent des fils tubulaires, offrent des taux de dépôt élevés et sont largement utilisés en fabrication industrielle.
Mais en réalité, ils représentent deux philosophies totalement différentes du contrôle du bain de fusion.
Le FCAW repose sur une logique de soudage assisté. Le flux contenu dans le fil participe activement au procédé. Il stabilise l’arc, génère des gaz de protection, favorise la désoxydation et forme un laitier protecteur au-dessus du bain.
Ce laitier n’est pas un simple résidu : c’est un outil.
Il soutient le métal liquide, ralentit le refroidissement et permet de souder en position. C’est pourquoi le FCAW est particulièrement adapté à la construction, au soudage en chantier et aux structures lourdes. C’est un procédé conçu pour la robustesse, la tolérance et la fiabilité, même dans des conditions difficiles.
Le MCAW, à l’inverse, suit une logique différente.
Il ne s’appuie pas sur le flux, mais sur l’efficacité et la propreté du bain. Son cœur est constitué principalement de poudres métalliques, avec très peu de constituants formant du laitier.
Le bain devient alors :
- plus fluide
- plus ouvert
- plus facile à contrôler visuellement
- plus rapide à mettre en œuvre
Cela en fait un procédé idéal pour la robotisation et la production industrielle à haute cadence.
En résumé :
- le FCAW construit un bain stabilisé et soutenu
- le MCAW construit un bain rapide, fluide et performant
Aucun n’est intrinsèquement meilleur.
Le FCAW apporte de la tolérance et de la robustesse.
Le MCAW apporte de la productivité et de la qualité de surface.
👉 La vraie question n’est pas :
quel procédé choisir ?
mais :
quel bain de fusion faut-il construire ? Le FCAW et le MCAW ne sont pas deux variantes proches, mais deux approches différentes.
Le FCAW utilise un flux actif qui stabilise le bain, favorise la soudabilité en position et introduit une métallurgie riche, mais génère du laitier. Le MCAW, au contraire, minimise le flux pour obtenir un bain fluide, propre et adapté à la production.
👉 FCAW = robustesse + tolérance
👉 MCAW = productivité + propreté
🔶 3. FCAW-S vs FCAW-G : Influence du mode de protection sur le comportement du bain de fusion
Le procédé de soudage à l’arc avec fil fourré (FCAW – Flux-Cored Arc Welding) se distingue du GMAW par l’utilisation d’un consommable tubulaire contenant un cœur fluxant actif. Ce cœur joue un rôle déterminant dans la stabilisation de l’arc, la protection du bain et le contrôle de la métallurgie du métal déposé.
Deux variantes principales doivent être distinguées :
- FCAW-S (Self-Shielded Flux-Cored Arc Welding) : procédé autoprotégé, sans gaz externe
- FCAW-G (Gas-Shielded Flux-Cored Arc Welding) : procédé sous protection gazeuse externe
La différence fondamentale entre ces deux variantes réside dans le mode de protection du bain de fusion, ce qui entraîne des conséquences directes sur :
- la physique de l’arc
- la stabilité du bain
- la composition chimique du métal déposé
- les propriétés mécaniques finales
🔶 3.1. Mécanismes de protection du bain


🔹 3.2 FCAW-S (autoprotégé)
Dans le procédé FCAW-S, la protection du bain est assurée exclusivement par la décomposition thermique du flux contenu dans le fil.
Les réactions chimiques du flux génèrent :
- des gaz de protection (CO, CO₂, etc.)
- un laitier liquide recouvrant le bain
Le système de protection est donc auto-généré et localisé, avec une dépendance minimale vis-à-vis de l’environnement extérieur.
🔹 3.3 FCAW-G (avec gaz)
Dans le procédé FCAW-G, la protection repose sur une combinaison synergique :
- gaz externe (CO₂ ou Ar/CO₂)
- flux interne (laitier + désoxydation)
Le gaz assure :
- la stabilité du plasma
- la réduction de la contamination atmosphérique
- le contrôle de l’oxydation
Le flux complète cette action par une régulation métallurgique du bain.
🔶 4. Influence sur la physique de l’arc
🔹 4.1 FCAW-S
- arc plus diffus
- plasma moins confiné
- variabilité plus élevée
- sensibilité aux paramètres plus faible
👉 Le flux compense les fluctuations de l’arc.
🔹 4.2 FCAW-G
- arc plus stable
- plasma plus concentré
- transfert métallique plus régulier
👉 Le gaz améliore la reproductibilité du procédé.
🔶 5. Influence sur le bain de fusion
🔹 5.1 FCAW-S
- bain plus visqueux
- forte présence de laitier
- refroidissement ralenti
- excellente tenue en position
👉 Le laitier agit comme stabilisateur thermique et mécanique.
🔹 5.2 FCAW-G
- bain plus fluide
- meilleure mouillabilité
- meilleure visibilité opérateur
- géométrie de cordon plus régulière
👉 Le gaz permet un contrôle plus précis du bain.
🔶 6. Influence métallurgique
🔹 6.1 Teneur en oxygène
- FCAW-S : plus élevée
- FCAW-G : mieux contrôlée
🔹 6.2 Inclusions
Le FCAW-S génère généralement :
- plus d’inclusions
- structure plus hétérogène
Le FCAW-G permet :
- meilleure maîtrise des inclusions
- structure plus homogène
🔹 6.3 Hydrogène diffusible
Le niveau d’hydrogène dépend fortement :
- de la formulation du flux
- des conditions environnementales
👉 Le FCAW-G permet un meilleur contrôle via le gaz.
🔶 7. Influence sur les propriétés mécaniques
| Propriété | FCAW-S | FCAW-G |
|---|---|---|
| Ténacité | Bonne à modérée | Meilleure |
| Résilience basse T° | Limitée | Supérieure |
| Reproductibilité | Moyenne | Élevée |
| Sensibilité défauts | Faible | Moyenne |
🔶 8. Sensibilité aux conditions opératoires
| Paramètre | FCAW-S | FCAW-G |
|---|---|---|
| Vent | Faible sensibilité | Forte sensibilité |
| Préparation joint | Tolérante | Plus exigeante |
| Réglages | Large fenêtre | Fenêtre plus étroite |
| Nettoyage interpasses | Important | Modéré |
🔶 9. Domaine d’application
🔹 FCAW-S
- soudage en extérieur
- construction métallique
- pipelines
- réparations
👉 environnement perturbé
🔹 FCAW-G
- fabrication en atelier
- construction navale
- chaudronnerie lourde
- structures critiques
👉 environnement contrôlé
🔶 10. Synthèse conceptuelle
La différence entre FCAW-S et FCAW-G peut être résumée comme suit :
| Aspect | FCAW-S | FCAW-G |
|---|---|---|
| Protection | Interne (flux) | Mixte (gaz + flux) |
| Contrôle arc | Indirect | Direct |
| Métallurgie | Assistée flux | Assistée + contrôlée |
| Robustesse | Très élevée | Élevée |
| Précision | Moyenne | Élevée |
11. Conclusion
Le choix entre FCAW-S et FCAW-G ne doit pas être abordé uniquement sous l’angle du procédé, mais sous celui du système de protection du bain de fusion.
- Le FCAW-S privilégie la robustesse et l’autonomie
- Le FCAW-G privilégie la précision et le contrôle

Le MCAW, lui, nécessite quasiment toujours un gaz externe.
Le choix n’est donc pas seulement technique, mais aussi environnemental.