Le soudage à l’arc avec fil fourré
FCAW, MCAW, avec ou sans gaz, avec ou sans laitier
Synthèse technique et métallurgique des aciers au carbone aux aciers inoxydables
Introduction
Le soudage à l’arc avec fil fourré fait partie des grandes évolutions du soudage moderne à électrode fusible. Il est souvent présenté comme une simple variante du MIG/MAG, alors qu’en réalité il constitue une famille de procédés à part entière. Sa différence fondamentale vient du consommable lui-même : non pas un fil plein, mais un fil tubulaire fabriqué à partir d’un feuillard refermé puis tréfilé, contenant un cœur actif composé soit de flux, soit de poudres métalliques, soit d’un mélange des deux. Ce cœur agit directement sur la stabilité de l’arc, la protection du bain, la fluidité du métal fondu, la formation éventuelle d’un laitier, la chimie du dépôt et les propriétés mécaniques finales de la soudure. Les coupes de fils montrent bien cette différence de conception entre fil plein, fil fourré à flux et fil metal-cored.
C’est précisément cette action embarquée sur le bain de fusion qui explique le succès industriel du fil fourré. Là où le fil massif dépend principalement du générateur, du gaz et du réglage, le fil fourré introduit lui-même une part de la métallurgie du procédé. Il peut être conçu pour le chantier, pour l’atelier, pour le soudage en position, pour les fortes épaisseurs, pour les aciers ordinaires, pour les structures à haute résistance ou pour certains inox. Mais cette polyvalence ne doit pas masquer une réalité essentielle : tous les fils fourrés ne travaillent pas de la même manière, et leur comportement dépend directement du type de fil, de la présence ou non d’un gaz externe, de la formation ou non d’un laitier et du niveau d’exigence métallurgique demandé au joint soudé.

Les deux grandes familles : FCAW & MCAW
Sous l’appellation générale “fil fourré”, il faut distinguer deux familles principales. La première est le FCAW (Flux-Cored Arc Welding), c’est-à-dire le fil fourré à flux. Dans ce cas, le cœur du fil contient principalement des constituants minéraux et métallurgiques : désoxydants, formateurs de laitier, stabilisants d’arc, générateurs de gaz et éléments correcteurs de composition. La seconde famille est le MCAW (Metal-Cored Arc Welding), dans laquelle le cœur contient surtout des poudres métalliques, avec très peu de composés destinés à former du laitier. C’est ce que montrent bien les visuels de coupe de fil et de transfert métallique.
Cette distinction est capitale. Le FCAW est un procédé où le flux joue un rôle central. Il protège, affine, corrige et stabilise, mais il génère aussi un laitier et introduit une métallurgie plus complexe. Le MCAW, lui, vise d’abord la productivité, le rendement de dépôt, la fluidité du bain, la réduction des projections et la qualité de surface. Il laisse très peu de laitier, parfois presque aucun, ce qui en fait un excellent outil de fabrication mécanisée ou robotisée. En résumé, le FCAW est généralement plus métallurgique et plus tolérant, tandis que le MCAW est plus industriel, plus propre visuellement, mais aussi plus sensible à la maîtrise des paramètres.
Encadré technique
FCAW : fil tubulaire à flux, orienté robustesse, tolérance, soudabilité en position, assistance métallurgique.
MCAW : fil tubulaire métallique, orienté rendement, propreté, fluidité du bain et cadence de production.

Avec ou sans gaz : FCAW-S, FCAW-G, MCAW
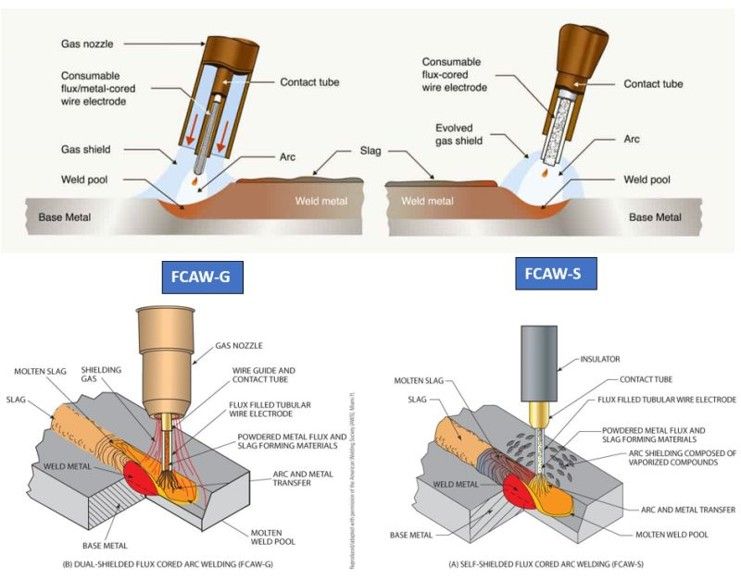
Le FCAW se divise ensuite en deux sous-familles majeures. Le FCAW-S (self-shielded) est autoprotégé. Il ne nécessite pas de gaz externe, car le flux contenu dans le fil produit lui-même les gaz de protection et le laitier nécessaires. Le schéma de principe du FCAW illustre bien cette logique : le fil fond, le bain se forme, puis le laitier et la protection gazeuse issus du flux assurent la protection locale de la soudure.
Le FCAW-G (gas-shielded) utilise au contraire un gaz externe, généralement du CO₂ pur ou un mélange argon/CO₂, en complément de l’action du flux. Cette combinaison permet de mieux stabiliser l’arc, d’améliorer l’aspect du cordon et, selon les cas, de réduire les projections. Le MCAW, lui, fonctionne pratiquement toujours avec gaz, car sa très faible production de laitier ne lui permet pas d’assurer seul une protection satisfaisante du bain. En pratique, le FCAW-S domine en chantier et en extérieur, le FCAW-G en fabrication lourde et en atelier, et le MCAW dans les environnements industriels où la productivité et la propreté du cordon sont prioritaires.
Tableau comparatif — FCAW-S / FCAW-G / MCAW / fil massif
| Procédé | Protection | Laitier | Tolérance chantier | Propreté du cordon | Productivité |
|---|---|---|---|---|---|
| FCAW-S | Flux seul | Élevé | Très forte | Moyenne | Élevée |
| FCAW-G | Flux + gaz | Moyen à élevé | Bonne | Bonne | Très élevée |
| MCAW | Gaz externe | Très faible | Moyenne | Très bonne | Très élevée |
| Fil massif | Gaz externe | Aucun | Faible à moyenne | Excellente | Moyenne à élevée |
Avec ou sans laitier : une différence essentielle dans le comportement du bain
Le laitier n’est pas un simple sous-produit. Dans les procédés FCAW, il fait partie intégrante du fonctionnement du bain. Il recouvre le métal fondu, le protège partiellement de l’atmosphère, ralentit la solidification, soutient le bain en position et influence directement la géométrie du cordon. Le schéma FCAW ci-dessus le montre clairement : le laitier liquide est superposé au métal déposé et joue un rôle de couverture protectrice.
Cette fonction est très précieuse en soudage vertical montant ou en plafond, où le bain doit être tenu et ralenti. Mais le laitier a un prix. Il faut le détacher entre passes, surveiller sa bonne élimination, et éviter qu’il ne soit piégé sous forme d’inclusions. C’est précisément pour réduire cette contrainte que le MCAW s’est imposé dans beaucoup d’ateliers modernes : bain plus ouvert, meilleure visibilité, cordon plus propre, moins de nettoyage, meilleure compatibilité avec la robotisation. L’absence quasi complète de laitier améliore la cadence, mais réduit aussi la tolérance à certaines irrégularités de préparation ou à certains écarts de paramètres.
Encadré technique — Le laitier, avantage ou contrainte ?
Avantage : protection locale du bain, maintien en position, soutien métallurgique.
Contrainte : nettoyage interpasses, risque d’inclusions, baisse de cadence.
Conclusion : le laitier n’est ni “bon” ni “mauvais” ; il est adapté ou non à l’application.

Fabrication du fil fourré : feuillard, fermeture, remplissage, cuivrage
Pour comprendre les différences entre fils fourrés, il faut remonter à leur fabrication. Un fil fourré n’est pas un simple fil creux. Il est produit à partir d’un feuillard métallique formé progressivement, rempli de poudres puis refermé en tube avant tréfilage final. Les images de coupe de fil mettent bien en évidence cette architecture tubulaire, très différente d’un fil massif.
Ce mode de fabrication influence directement la densité de remplissage, la régularité du diamètre, la rigidité du fil, la qualité de l’alimentation et la stabilité du transfert métallique. Deux fils de même classification peuvent donc se comporter très différemment si leur fermeture, leur compaction ou la qualité de leur remplissage diffèrent. Le cuivrage ou l’absence de cuivrage jouent également un rôle : un fil cuivré améliore souvent le contact électrique et le glissement dans la gaine, alors que certains fils non cuivrés sont recherchés pour limiter certains dépôts ou améliorer la constance dans des systèmes bien maîtrisés. Autrement dit, la performance d’un fil fourré commence avant l’arc, dans sa conception et sa fabrication.

Métallurgie générale du fil fourré : oxygène, inclusions, hydrogène, microstructure
Le fil fourré agit directement sur la métallurgie du dépôt. Dans le FCAW, le flux intervient sur la teneur en oxygène, le niveau d’inclusions, la désoxydation, la composition finale du bain et son mode de solidification. Dans les aciers au carbone, cela influence la proportion de ferrite aciculaire, de ferrite polygonale, de bainite et, au final, la ténacité du métal déposé.
La teneur en oxygène du bain est un point majeur. Un niveau modéré et bien maîtrisé peut favoriser une nucléation fine. Un excès conduit au contraire à davantage d’inclusions oxydes et à une baisse de ténacité. Les fils basiques sont généralement choisis lorsque l’objectif est de réduire l’hydrogène diffusible et de limiter le risque de fissuration à froid. Les fils rutiles, eux, privilégient la facilité, la productivité et l’opérabilité. Le MCAW suit une logique différente : il produit un métal souvent plus proche d’un fil massif, avec un meilleur rendement de dépôt et une meilleure mouillabilité, mais avec moins “d’assistance métallurgique” dans les cas difficiles.
Tableau comparatif — Lecture métallurgique simplifiée
| Critère | FCAW rutile | FCAW basique | MCAW | Fil massif |
|---|---|---|---|---|
| Oxygène du dépôt | Moyen à élevé | Plus faible | Faible à moyen | Faible |
| Hydrogène diffusible | Moyen | Faible | Variable | Variable |
| Inclusions | Présentes | Plus contrôlées | Faibles | Très faibles |
| Facilité opératoire | Très bonne | Plus exigeante | Très bonne | Bonne |
| Ténacité basse T° | Correcte | Meilleure | Bonne selon cas | Bonne à excellente selon fil/gaz |
Aciers au carbone : rutile, basique, auto-protégé, productivité et ténacité
Sur les aciers au carbone, le fil fourré s’est imposé parce qu’il apporte une combinaison rare : vitesse de dépôt élevée, bonne pénétration, soudage en position, souplesse industrielle et possibilité d’obtenir de bonnes caractéristiques mécaniques. Les fils rutiles dominent dans beaucoup de fabrications générales parce qu’ils offrent un arc souple, une excellente opérabilité et un bel aspect de cordon. Ils conviennent très bien à la charpente, à la construction métallique, à la chaudronnerie et à la fabrication générale, tant que l’exigence de ténacité à basse température reste modérée.
Dès que l’exigence basse température ou le risque de fissuration à froid deviennent plus sévères, les fils basiques prennent l’avantage. Leur dépôt est généralement plus propre, plus pauvre en oxygène et plus faible en hydrogène diffusible. Le FCAW-S garde pour sa part une place spécifique en chantier et en extérieur, où sa tolérance au vent et son autonomie en gaz constituent un avantage décisif. Le MCAW est particulièrement intéressant en production atelier, lorsque la priorité va au rendement, à la mouillabilité et à la réduction du nettoyage.
Encadré pratique — Quel fil pour l’acier carbone ?
- Montage extérieur, vent, chantier : FCAW-S
- Atelier général, forte polyvalence : FCAW-G rutile
- Exigence mécanique élevée, faible hydrogène : FCAW-G basique
- Cadence atelier, robotisation, faible nettoyage : MCAW
Aciers inoxydables : un tout autre niveau d’exigence
Sur les inox, le fil fourré devient un sujet beaucoup plus délicat. Le bain de fusion inox n’est pas seulement un bain métallique ; c’est un système d’équilibre entre chrome, nickel, molybdène, azote, dilution, gaz de protection, mode de solidification et ferrite δ. Le fil fourré inox n’a donc pas seulement pour mission de remplir le joint : il doit aussi compenser les pertes d’alliage, limiter la fissuration à chaud et préserver autant que possible la résistance à la corrosion.
Le FCAW inox est apprécié pour sa stabilité et sa productivité, mais il dépose généralement un métal plus oxygéné et plus chargé en inclusions qu’un dépôt TIG ou MIG massif bien optimisé. Cela reste acceptable pour beaucoup d’applications industrielles, mais devient plus délicat lorsque les exigences métallurgiques montent fortement. Le MCAW inox, plus propre et plus fluide, peut offrir un meilleur aspect de surface et une chimie plus contrôlée, mais il exige en retour un excellent contrôle du gaz, de la dilution et des paramètres.
Ferrite δ, corrosion et fissuration dans les inox
Le point central en soudage inox est la ferrite δ. Une petite quantité de ferrite dans le métal déposé aide à prévenir la fissuration à chaud lors de la solidification. En revanche, un excès de ferrite peut pénaliser certaines propriétés, notamment la corrosion et la ténacité à basse température.
La corrosion dépend elle aussi du bain et du gaz. Une oxydation excessive, un gaz trop riche en CO₂, une dilution mal maîtrisée ou une mauvaise protection inter-passes peuvent dégrader la tenue du dépôt en appauvrissant localement le chrome ou en favorisant des zones moins passives. C’est pourquoi une soudure inox au fil fourré ne peut jamais être jugée uniquement à l’aspect du cordon : elle doit toujours être lue à travers sa métallurgie réelle.
Tableau comparatif — Inox : points de vigilance
| Sujet | FCAW inox | MCAW inox | Fil massif / TIG |
|---|---|---|---|
| Stabilité d’arc | Très bonne | Très bonne | Bonne à excellente |
| Productivité | Élevée | Élevée à très élevée | Plus faible |
| Niveau d’oxygène | Plus élevé | Plus modéré | Plus faible |
| Inclusions | Plus nombreuses | Moins nombreuses | Très peu |
| Contrôle corrosion | Plus exigeant | Exigeant | Plus favorable |
| Cryogénie sévère | Défavorable | Défavorable à prudent | Plus favorable |
Pourquoi les fils fourrés inox ne conviennent pas à la cryogénie sévère
Dans les applications sévères autour de −196 °C, les fils fourrés inox ne sont généralement pas retenus pour les zones critiques. La raison n’est pas l’arc lui-même, mais la métallurgie du métal déposé : niveau d’oxygène plus élevé, davantage d’inclusions et contrôle plus délicat de la ferrite δ. À température ambiante ou modérément basse, cela peut rester acceptable. En cryogénie sévère, la ténacité demandée devient telle que ces écarts deviennent pénalisants.
C’est pourquoi, dans les applications LNG les plus exigeantes, la pratique industrielle se tourne plutôt vers des dépôts plus propres, typiquement TIG et parfois MIG fil massif optimisé. Cela ne signifie pas que le FCAW inox soit un mauvais procédé. Cela signifie simplement que son domaine d’excellence n’est pas celui de la cryogénie extrême pour zones critiques.
FCAW versus MCAW : la vraie différence
La comparaison FCAW versus MCAW est souvent mal posée. Ce n’est pas un duel entre un procédé “ancien” et un procédé “moderne”, ni entre un procédé “sale” et un procédé “propre”. C’est une différence de philosophie. Le FCAW accepte la complexité du flux pour gagner en stabilité, en soudabilité en position, en tolérance et parfois en performance mécanique ciblée. Le MCAW réduit au contraire la part du flux pour maximiser la cadence, la mouillabilité, l’aspect du cordon et la facilité d’automatisation.
Sur les aciers au carbone, le FCAW couvre un spectre immense, du chantier venté jusqu’à la fabrication critique à basse température. Le MCAW y trouve sa place comme outil de productivité d’atelier. Sur les inox, les deux restent des procédés de fabrication industrielle performants tant que l’exigence reste cohérente avec leur métallurgie. Dès que l’on monte très haut en pureté de dépôt ou en ténacité cryogénique, d’autres procédés deviennent plus adaptés.
Encadré final — La vraie leçon
Un fil fourré n’est pas seulement un consommable.
C’est un système métallurgique conçu pour fabriquer un bain de fusion donné dans un contexte industriel donné.
Le bon choix dépend de l’environnement, de la position, de la nuance, des propriétés mécaniques, du gaz disponible, du niveau de laitier acceptable et surtout de la métallurgie finale attendue.
Conclusion
Le soudage à l’arc avec fil fourré ne constitue pas un seul procédé, mais une famille complète de solutions industrielles et métallurgiques. Entre FCAW-S, FCAW-G, fils rutiles, fils basiques, fils alliés, MCAW à faible laitier et fil massif sous gaz, on dispose d’une boîte à outils très riche. Encore faut-il l’utiliser avec une logique claire : relier la fabrication du fil, le comportement du bain et la microstructure finale du dépôt.
Sur les aciers au carbone, le fil fourré couvre des besoins très variés, de la robustesse chantier à la fabrication à haute cadence, jusqu’aux structures plus exigeantes en ténacité. Sur les inox, il devient un procédé plus sélectif, où la maîtrise de la ferrite δ, de l’oxygène, de la dilution et de la corrosion est déterminante. Quant au MCAW, il s’impose comme un outil de productivité particulièrement performant en atelier moderne, sans pour autant remplacer le FCAW dans toutes ses fonctions.