
Étude comparative de la microstructure et des propriétés mécaniques de l’alliage d’aluminium AA5754 assemblé par les procédés de soudage Cold Metal Transfer (CMT) et Cold Metal Transfer pulsé (CMT pulsé)
Faculté d’Ingénierie /Université Dokuz Eylül (Turquie): Fatih KAHRAMAN, Gökçe Mehmet GENÇER, Coşkun YOLCU, Ayça Demirer KAHRAMAN, Mehmet Ege DİLBAZ
Mots-clés
AA5754, procédé CMT pulsé, microstructure, apport thermique
Résumé
La soudabilité des alliages d’aluminium par procédés de soudage par fusion est relativement faible. Pour cette raison, la soudabilité de l’alliage d’aluminium AA5754 a été étudiée dans ce travail à l’aide des procédés de soudage CMT et CMT pulsé, sous différents paramètres opératoires correspondant à différents niveaux d’apport thermique.
Dans les assemblages soudés réalisés par le procédé CMT, la taille et la quantité des porosités formées sont plus importantes que dans les assemblages obtenus par le procédé CMT pulsé. De manière similaire, le défaut de manque de pénétration apparaît également moins fréquemment avec le procédé CMT pulsé. Autrement dit, le procédé CMT pulsé présente une meilleure pénétration.
Dans les deux procédés, la formation de ces défauts diminue lorsque l’apport thermique augmente. Dans les deux cas également, l’augmentation de l’apport thermique provoque un grossissement de grain dans la ZAT au voisinage du métal fondu. Toutefois, à apport thermique identique, le grossissement de grain est plus marqué avec le procédé CMT.
La comparaison des résistances mécaniques montre que les assemblages réalisés par CMT pulsé présentent des propriétés mécaniques plus élevées. La présence de défauts de soudage plus petits et moins nombreux, ainsi que la formation de grains plus fins dans la zone affectée thermiquement, expliquent les meilleures performances mécaniques des assemblages obtenus par CMT pulsé.
Introduction
Les alliages d’aluminium trouvent de larges domaines d’application dans la construction mécanique, l’automobile, l’aéronautique et d’autres secteurs industriels et technologiques, en raison de leur forte résistance à la corrosion, de leur faible densité, de leur bonne conductivité thermique et électrique et de leurs bonnes propriétés mécaniques [1,2]. En particulier, dans les industries automobile et aéronautique, de nombreux travaux sont menés en faveur de l’utilisation de métaux légers afin de réduire l’impact environnemental [3].
Le faible poids et la bonne résistance des alliages d’aluminium, c’est-à-dire leur forte résistance spécifique, permettent l’utilisation de tôles et profils plus minces. Pour cette raison, il est très important de pouvoir assembler par soudage des tôles ou profils minces en alliage d’aluminium sans augmenter la masse de la structure par l’emploi d’éléments mécaniques tels que boulons, écrous ou rivets [2,4].
Certaines propriétés de l’aluminium réduisent toutefois son aptitude au soudage par procédés à l’arc. Parmi ces propriétés, on peut citer :
- la présence d’une couche d’oxyde en surface, caractérisée par une température de fusion élevée et un caractère isolant ;
- le risque de fissuration à chaud ;
- la forte conductivité thermique ;
- le coefficient élevé de dilatation thermique, susceptible d’entraîner déformations, fissures et contraintes internes importantes dans le joint soudé [5].
Pour ces raisons, le soudage des alliages d’aluminium par procédés de fusion reste difficile.
Aujourd’hui, pour obtenir des assemblages soudés à haute résistance d’alliages d’aluminium, on utilise également des procédés de soudage à l’état solide tels que le soudage par friction-malaxage et le soudage par diffusion [6,7]. Cependant, la faible flexibilité de ces procédés pour certaines géométries d’assemblage, ainsi que la nécessité d’un système sous vide dans le cas du soudage par diffusion, limitent leur emploi [6].
En raison de leur facilité de mise en œuvre, les procédés conventionnels TIG (Tungsten Inert Gas) et MIG (Metal Inert Gas) sont fréquemment utilisés pour le soudage des alliages d’aluminium. Toutefois, lors de l’assemblage de tôles minces, le manque de contrôle de la pénétration peut entraîner soit le perçage des tôles, soit l’obtention d’un assemblage non satisfaisant [3]. C’est pourquoi, notamment pour le soudage des tôles minces, on cherche à travailler avec un apport thermique réduit.
La réduction de l’apport thermique en fabrication soudée a toujours constitué un domaine de recherche important [8,9]. Aujourd’hui, plusieurs variantes du procédé MIG intégrant cette logique existent, notamment :
- CMT (Cold Metal Transfer),
- CMT pulsé,
- CMT amélioré,
- CMT pulsé amélioré,
- CMT dynamique.
Ces procédés « à arc froid » reposent sur divers principes fondamentaux, tels que :
- la régulation de la source de puissance afin de réduire l’apport thermique par optimisation du transfert du métal fondu,
- le contrôle du court-circuit,
- le contrôle de la polarité,
- le réglage du mouvement du fil [10,5].
Le soudage à faible apport thermique permet en particulier le soudage de matériaux dissemblables ainsi que l’assemblage de tôles très minces, opérations difficiles mais importantes dans de grands secteurs industriels comme l’automobile, l’espace et l’aéronautique.
Dans le procédé CMT, un système d’avance du fil électrode est intégré à une commande numérique rapide afin de contrôler :
- la longueur d’arc,
- la quantité de métal transférée,
- l’apport thermique.
Dans le procédé MIG/MAG conventionnel, le fil continue à être poussé jusqu’à ce qu’un court-circuit se produise. Lorsque ce court-circuit apparaît et que le courant de soudage augmente fortement, un apport thermique élevé se produit dans la zone de soudage, ce qui provoque des projections.
Dans le procédé CMT, au contraire, à chaque court-circuit se produisant pendant le transfert du métal, le système de commande numérique réduit le courant de soudage et contrôle le recul du fil électrode, avec une alimentation vibratoire du fil pouvant atteindre 70 Hz [5]. Le mouvement de retrait du fil favorise le passage de la goutte pendant la durée du court-circuit. Ainsi, le métal est transféré dans le bain de fusion sans l’aide principale de la force électromagnétique (Figure 1). De cette manière, l’apport thermique dans la zone de soudage est considérablement réduit [3]. Après le transfert de la goutte, l’arc se rallume, le fil est à nouveau avancé, et le cycle recommence.
Image
Figure 1. Étapes du soudage CMT [11]
Aujourd’hui, le procédé CMT a évolué afin de répondre à des applications présentant des caractéristiques différentes : rechargement de surface, soudage à grande ou faible vitesse, réglage de la forme du cordon, etc. L’une de ces variantes est le CMT pulsé.
Dans le procédé CMT pulsé, un cycle supplémentaire d’application de courant pulsé est ajouté au procédé. Cela génère un apport thermique plus élevé que dans le CMT normal et permet donc d’utiliser des vitesses de soudage plus élevées. Dans le CMT pulsé, des impulsions de courant peuvent être appliquées entre les cycles de CMT classique. Durant cette phase, le fil électrode avance, le transfert de goutte vers le bain s’effectue et l’arc s’éteint. L’arc est ensuite réamorcé et le cycle normal de CMT reprend [10].
En réglant la fréquence du courant pulsé appliqué entre les cycles CMT, il est possible de sélectionner des valeurs optimales adaptées à l’application. La Figure 2 présente les courbes caractéristiques du CMT normal et du CMT pulsé.
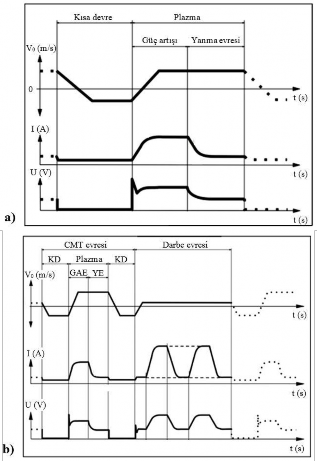
Figure 2. Courbes courant-temps, tension-temps et vitesse d’avance du fil-temps pour les procédés CMT et CMT pulsé ;
(a) courbes caractéristiques du procédé CMT ;
(b) courbes caractéristiques du procédé CMT pulsé
(KD : court-circuit ; GAE : phase d’augmentation de puissance ; YE : phase de combustion) [10]
Comme le soudage CMT est une méthode relativement nouvelle pour le soudage des tôles minces en alliages d’aluminium et de magnésium, le nombre d’études publiées dans la littérature reste limité. Le CMT pulsé, étant l’un des procédés de soudage par fusion les plus récents, est encore moins documenté.
Dans cette étude, les effets des paramètres de soudage sur les propriétés mécaniques et les structures internes formées dans la zone soudée d’assemblages AA5754 réalisés par CMT normal et CMT pulsé ont été examinés de manière comparative.
Matériaux et méthode
Dans cette étude, on a utilisé comme matériau de base un alliage AA5754-H111 d’épaisseur 3 mm. La composition chimique de l’alliage AA5754 est donnée dans le Tableau 1. Les tôles à souder ont été préparées aux dimensions 3 × 150 × 150 mm. Un chanfrein en V a été réalisé avec une hauteur de talon de 1 mm et un angle d’ouverture de 60°.
Pour le soudage, on a utilisé un équipement Fronius TransPuls Synergic 5000 CMT. Les tôles ont été assemblées en une seule passe, par procédé robotisé CMT-MIG et CMT pulsé-MIG. Un fil électrode ER5183 de diamètre 1,2 mm, dont la composition chimique est donnée dans le Tableau 2, a été utilisé. Le gaz de protection était de l’argon pur à 100 %. Les paramètres de soudage sont présentés dans le Tableau 3. Les tôles préparées pour le soudage ont été disposées en bout à bout sans jeu et fixées rigidement à l’aide de sabots en acier (Figure 3).
Tableau 1. Composition chimique de l’alliage AA5754
| Élément | Valeur |
|---|---|
| Al | reste |
| Si | 0,5 |
| Fe | 0,5 |
| Cu | 0,1 |
| Mn | 0,5 |
| Mg | 2,5–3,5 |
| Ni | 0,05 |
| Zn | 0,2 |
| Pb | 0,05 |
| Sn | 0,05 |
| Ti | 0,05–0,25 |
| Autres | 0,05–0,15 |
Tableau 2. Composition chimique de l’électrode ER5183
| Élément | Valeur |
|---|---|
| Al | reste |
| Si | 0,4 max. |
| Fe | 0,4 max. |
| Cu | 0,1 max. |
| Mn | 0,5–1 |
| Mg | 4,3–5,2 |
| Cr | 0,05–0,25 |
| Zn | 0,25 max. |
| Ti | 0,15 max. |
| Autres | 0,05–0,15 |
Tableau 3. Paramètres de soudage
| Numéro d’échantillon | Procédé | Courant (A) | Tension (V) | Vitesse fil (m/min) | Vitesse soudage (cm/min) | Apport thermique (kJ/mm) |
|---|---|---|---|---|---|---|
| D-CMT1 | CMT pulsé | 97 | 13,73 | 5,7 | 77 | 0,9339 |
| D-CMT2 | CMT pulsé | 110 | 18,7 | 6,4 | 70 | 1,5868 |
| D-CMT3 | CMT pulsé | 110 | 18,7 | 6,4 | 60 | 1,8513 |
| CMT-1 | CMT | 95 | 13,3 | 6,1 | 55 | 1,2218 |
| CMT-2 | CMT | 95 | 13,3 | 6,1 | 50 | 1,3645 |
Après réalisation des assemblages soudés, les éprouvettes de traction ont été préparées conformément à la norme TS EN ISO 4136:2012. Les essais de traction ont été réalisés sur une machine universelle Shimadzu 500 kN. Deux éprouvettes de traction ont été préparées pour chaque assemblage, et les essais ont été conduits avec une vitesse de chargement de 10 mm/min.
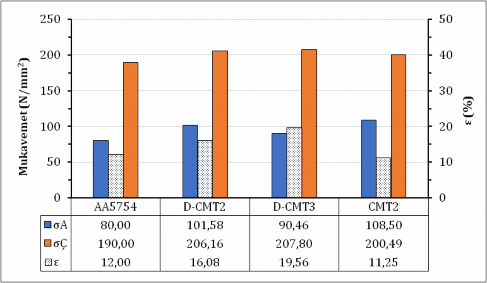
Pour la comparaison présentée à la Figure 7, les valeurs de résistance à la traction du matériau de base ont été extraites de la norme EN 1999-1-1:2007+A1, tandis que les valeurs de résistance des échantillons soudés ont été déterminées à partir de la moyenne des résultats expérimentaux. Les résultats de traction des échantillons soudés sont supérieurs aux valeurs caractéristiques mentionnées dans cette norme.

Figure 3. Fixation des tôles d’aluminium avant l’opération de soudage
Pour examiner les macrostructures et microstructures de la zone soudée, des échantillons ont été prélevés perpendiculairement à la direction de soudage. Les sections ont été poncées avec des papiers abrasifs SiC de granulométrie 80, 400, 1200 et 2000, puis polies à l’aide d’une pâte diamantée de granulométrie 1 µm. Pour l’attaque chimique, un mélange de 20 g de NaOH dans 100 ml d’eau a été utilisé, suivi du réactif de Weck. Les essais de microdureté ont été réalisés sous une charge de 100 g (HV0,1) pendant 10 s.
Résultats
La Figure 4 présente les vues macroscopiques des cordons de soudure et de leurs sections transversales pour les différents échantillons soudés avec divers paramètres. Dans l’échantillon D-CMT1, soudé en CMT pulsé avec un apport thermique de 0,9339 kJ, un défaut de manque de pénétration a été observé. De manière similaire, dans l’échantillon CMT1, soudé en CMT avec un apport thermique de 1,2218 kJ, un manque de pénétration a également été constaté.
Lorsque le soudage est effectué avec des apports thermiques approximativement comparables, le procédé CMT pulsé génère moins de défauts de pénétration insuffisante que le procédé CMT. En d’autres termes, le procédé CMT pulsé présente une meilleure pénétration.
L’examen macrographique montre que, dans les échantillons D-CMT2 et D-CMT3 obtenus par CMT pulsé sans défaut de pénétration, ainsi que dans l’échantillon CMT2 obtenu par CMT, des porosités de tailles et proportions variables apparaissent dans le métal fondu.
Il a été constaté que les pores présents dans les métaux fondus des échantillons D-CMT2 et D-CMT3, obtenus par CMT pulsé, sont de plus petit diamètre que ceux observés dans les échantillons réalisés par CMT. Dans le procédé CMT pulsé, les dimensions et la distribution des porosités dépendent de l’apport thermique appliqué [12].
Dans l’échantillon D-CMT2, l’apport thermique, relativement plus faible que dans D-CMT3, conduit à une augmentation de la vitesse de solidification. Par conséquent, les gaz générés lors du soudage n’ont pas le temps de s’échapper avant la fin de la solidification, ce qui conduit à la formation de pores plus grossiers (Figure 4b). À l’inverse, dans l’échantillon D-CMT3, la vitesse de solidification du métal fondu est plus faible, ce qui permet une plus grande évacuation des gaz et conduit donc à des pores de plus petit diamètre (Figure 4c). En même temps, avec l’augmentation de l’apport thermique, la quantité de pores dans D-CMT3 diminue également.
L’échantillon CMT2, soudé par le procédé CMT, a reçu un apport thermique inférieur à ceux des échantillons D-CMT2 et D-CMT3. Cela explique la présence, dans CMT2, d’une porosité relativement plus abondante et de plus grand diamètre.
En outre, alors que les échantillons D-CMT2 et D-CMT3 présentent une bonne forme de section de soudure, on observe dans CMT2 un bourrelet de métal déposé plus important que dans les autres échantillons.
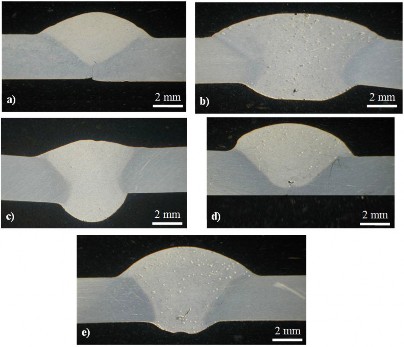
figure 4. Macrophotographies des sections soudées des échantillons ;
(a) échantillon D-CMT1 ;
(b) échantillon D-CMT2 ;
(c) échantillon D-CMT3 ;
(d) échantillon CMT1 ;
(e) échantillon CMT2
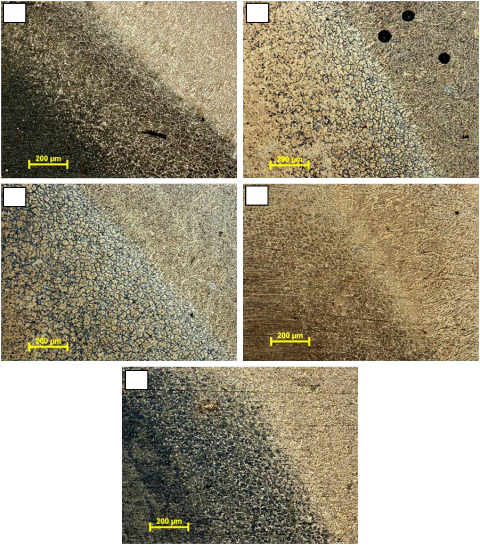
Dans les procédés CMT comme CMT pulsé, l’apport thermique est plus faible que dans les autres procédés de soudage à l’arc sous gaz utilisés pour l’aluminium et ses alliages, tels que le MIG/MAG et le TIG. En conséquence, le matériau de base est moins affecté thermiquement, ce qui conduit à la formation d’une ZAT plus étroite. Comme attendu, la largeur de cette zone affectée thermiquement dépend de la valeur de l’apport thermique. La ZAT la plus large a été observée dans l’échantillon D-CMT3, soudé en CMT pulsé avec l’apport thermique le plus élevé.
La Figure 5 montre les microstructures des sections soudées. Dans la ZAT, la taille de grain varie en fonction de l’apport thermique. Dans les échantillons soudés par CMT pulsé, l’augmentation de l’apport thermique entraîne un grossissement progressif des grains, depuis le matériau de base vers le métal fondu. Le grossissement de grain le plus important a été observé dans l’échantillon D-CMT3, correspondant à l’apport thermique le plus élevé.
Dans tous les échantillons, on observe dans le métal fondu des grains colonnaires orientés vers le centre du cordon (Figure 5
Les résultats des essais de traction des matériaux de base et des échantillons soudés sont présentés à la Figure 7. En tenant compte des valeurs caractéristiques spécifiées dans la norme EN 1999-1-1:2007+A1 pour l’alliage AA5754-H111, les performances des joints soudés (rapport entre la résistance maximale en traction du joint soudé et celle du matériau de base) ont été déterminées comme suit :
- D-CMT2 : 108,5 %
- D-CMT3 : 109,4 %
- CMT2 : 105,5 %
Dans tous les échantillons ne présentant pas de défaut de pénétration (D-CMT2, D-CMT3 et CMT2), la rupture s’est produite dans le matériau de base. Dans ces échantillons, une déformation plastique accompagnée d’un phénomène de striction a été observée avant rupture.
En revanche, dans les échantillons présentant un défaut de pénétration (D-CMT1 et CMT1), la rupture s’est produite dans le métal de soudure.
Analyse des porosités et comportement en traction
Il a été constaté que, dans les échantillons D-CMT2 et D-CMT3 obtenus par le procédé CMT pulsé, les porosités observées dans les analyses macrographiques sont de très petite taille et ne sont pas concentrées dans une seule zone mais réparties de manière homogène dans le métal de soudure.
Pour cette raison, ces porosités n’ont pas affecté de manière significative les résultats des essais de traction.
Profils de dureté
Les profils de dureté des sections des échantillons sont présentés à la Figure 8.
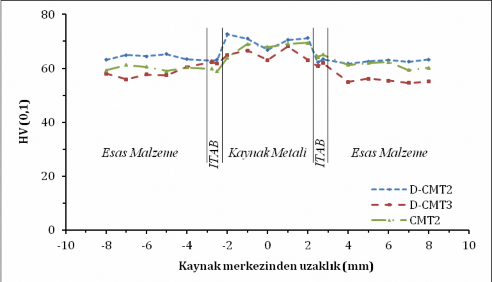
Les mesures de microdureté Vickers ont été réalisées au centre de l’épaisseur des échantillons. Les mesures ont été effectuées :
- tous les 1 mm dans le métal de soudure et le matériau de base
- tous les 0,25 mm dans la zone affectée thermiquement (ITAB)
D’après les profils de dureté obtenus :
- les valeurs de dureté les plus élevées sont observées dans le métal de soudure
- la dureté moyenne du métal de soudure est comprise entre 65 et 70 HV
Ces valeurs élevées ne sont pas uniquement dues à la composition du métal d’apport, mais également :
- à la vitesse de refroidissement élevée (liée à la forte conductivité thermique de l’aluminium)
- à la présence de contraintes internes importantes
Dans tous les échantillons :
- les profils de dureté dans l’ITAB et le matériau de base sont symétriques et homogènes
- la dureté diminue progressivement du métal de soudure vers le matériau de base
Dans les procédés CMT et CMT pulsé, l’utilisation d’une faible énergie de soudage par rapport aux procédés MIG/MAG et TIG limite l’influence thermique sur le matériau de base. Par conséquent, la variation de dureté dans le matériau de base reste faible.
Conclusion
- Dans les échantillons CMT1 et D-CMT1, l’utilisation de faibles énergies de soudage a entraîné un défaut de pénétration. Toutefois, pour une même énergie de soudage, ce défaut apparaît moins fréquemment avec le procédé CMT pulsé qu’avec le procédé CMT.
- Dans les deux procédés (CMT et CMT pulsé), l’utilisation d’une faible énergie thermique par rapport aux autres procédés de soudage à l’arc (MIG/MAG et TIG) permet d’obtenir une zone affectée thermiquement (ITAB) plus étroite.
- Les porosités observées dans les échantillons réalisés par CMT pulsé sont de taille plus petite que celles observées avec le procédé CMT. La taille et la quantité de porosités augmentent lorsque l’énergie thermique diminue, en raison d’une solidification plus rapide.
- Dans tous les échantillons, une croissance des grains est observée dans la zone affectée thermiquement, avec une augmentation de la taille des grains depuis le matériau de base vers le métal de soudure. L’augmentation de l’énergie thermique entraîne également la formation de grains colonnaires dans le métal de soudure, dont la taille augmente avec l’énergie appliquée.
- Lors des essais de traction :
- les échantillons présentant un défaut de pénétration rompent dans le métal de soudure
- les échantillons correctement soudés rompent dans le matériau de base
- Dans les procédés CMT et CMT pulsé, la faible énergie thermique permet de limiter les variations de dureté dans la zone affectée thermiquement. Dans tous les échantillons, les valeurs de dureté les plus élevées sont observées dans le métal de soudure.