Soudage GMAW-STT / GMAW pulsé des tuyauteries AISI 304L / 316L pour le service cryogénique à −196 °C
Maîtrise thermique, ferrite δ et qualification du mode opératoire selon ASME IX avec mise en correspondance EN/ISO (Exemple)
Résumé
Le soudage des tuyauteries en acier inoxydable austénitique AISI 304L et 316L destinées au service cryogénique à −196 °C exige la maîtrise simultanée de la tenue radiographique, de la ténacité cryogénique et de la stabilité microstructurale du métal fondu. Une séquence de soudage fondée sur une racine GMAW à court-circuit contrôlé de type STT et un remplissage/finition GMAW pulsé multipasses constitue une solution industrielle crédible pour des diamètres de 6″ à 24″ et des épaisseurs de 6,5 à 19 mm, à condition que la procédure soit qualifiée selon ASME Section IX et que la fabrication satisfasse aux exigences applicables de Section VIII Division 1. En parallèle, la qualification européenne repose sur ISO 15614-1 pour les DMOS/QMOS, ISO 15609-1 pour la spécification de mode opératoire, et ISO 9606-1 pour la qualification soudeur ; dans le cadre réglementaire européen, EN 13445 est la norme harmonisée de référence pour les récipients sous pression non soumis à la flamme au titre de la PED.
1. Introduction
Les aciers inoxydables austénitiques 304L et 316L sont largement utilisés en cryogénie en raison de leur bonne ductilité à basse température. En soudage, toutefois, la ténacité du joint ne dépend pas seulement de la nuance de base ; elle est fortement influencée par la microstructure du métal fondu, la ferrite δ résiduelle, la dilution, le cycle thermique multipasses et l’oxydation éventuelle de la racine. Des travaux de synthèse et de recherche montrent que, pour les inox austénitiques soudés, le comportement à basse température varie sensiblement avec la constitution du métal fondu et la teneur en ferrite.
2. Cadre normatif
En ASME Section IX, la qualification repose sur le couple WPS/PQR ; ASME publie les formulaires suggérés QW-482 pour le WPS et QW-483 pour le PQR. En production, tout changement touchant une variable essentielle, ou supplémentaire lorsque des essais de ténacité sont exigés, impose une requalification appropriée.
En Europe, ISO 15614-1:2017 définit les conditions d’exécution des essais de qualification du mode opératoire et l’étendue de validité des procédures pour le soudage à l’arc et au gaz des aciers. ISO 9606-1 donne les règles techniques de qualification des soudeurs, et ISO 15609-1 structure la rédaction d’un DMOS/pWPS. Pour les équipements sous pression, EN 13445 fournit la voie harmonisée de conformité vis-à-vis de la PED 2014/68/EU.
3. Concept de procédé de soudage étudié
Le procédé de soudage envisagé est :
- passe de pénétration : GMAW court-circuit contrôlé, type STT, fil Ø 0,8 mm, métal d’apport ER308L ou ER316L ;
- remplissage et finition : GMAW pulsé, fil Ø 1,2 mm, multipasses ;
- assemblages : tuyauteries 6″ à 24″, épaisseur 6,5 à 19 mm ;
- position de soudage: 1G en rotation
- contrôles : radiographie gamma à 100 %, puis contrôle de ténacité cryogénique du coupon de qualification selon le cahier des charges du projet.
Techniquement, ce choix associe une racine à faible énergie et bonne maîtrise du bain à un remplissage pulsé assurant une meilleure productivité et une stabilité de transfert sans globulaire instable. Les diagrammes de constitution de type WRC-1992 restent pertinents pour cadrer la ferrite du métal fondu des inox Cr-Ni soudés par procédés à l’arc, tout en gardant à l’esprit que la microstructure réelle reste sensible au refroidissement et au cycle multipasses.
4. Modèle thermique simplifié
Il est utile de distinguer trois niveaux :
- énergie linéique nominale : E=η⋅vU⋅I
- cycle local de la passe : pic thermique, temps au-dessus du domaine de transformation, vitesse de refroidissement ;
- effet cumulé multipasses : réchauffage des passes précédentes, transformation partielle de la ferrite primaire, grossissement local de la structure, relaxation de contraintes.
Dans l’esprit d’un modèle de Rosenthal simplifié, la baisse de vitesse de soudage ou l’augmentation de courant/tension élève l’énergie apportée et tend à ralentir le refroidissement local. En métal fondu austénitique Cr-Ni, cela peut modifier la fraction finale de ferrite δ conservée après solidification et transformation à l’état solide. Le point essentiel, pour le LNG, est que la ténacité n’est pas gouvernée par l’énergie seule, mais par l’interaction entre énergie, composition équivalente Cr/Ni, dilution et séquence multipasses. Place du diagramme WRC-1992 dans la prédiction de phase des inox soudés.
5. Ferrite δ et ténacité Charpy à −196 °C
La ferrite δ joue un rôle ambivalent. Une très faible ferrite augmente le risque de fissuration à chaud à la solidification ; une ferrite plus élevée améliore la résistance à cette fissuration, mais peut pénaliser la ténacité cryogénique lorsque sa fraction, sa morphologie ou sa distribution deviennent défavorables. Les études sur le comportement à très basse température des soudures inox rapportent précisément cette tension entre soudabilité et ténacité.
Modèle d’ingénierie:
- FN très bas : soudabilité plus délicate, sensibilité accrue à la fissuration de solidification ;
- FN modéré : compromis favorable soudabilité/ténacité ;
- FN élevé : baisse progressive puis parfois marquée du KCV à −196 °C.
En pratique industrielle sur 304L/316L cryogéniques, une cible de ferrite modérée est recherchée, à confirmer par mesures ferritoscope et par essais Charpy sur coupon qualifié. Le diagramme WRC-1992 est alors l’outil le plus utile pour positionner le métal fondu à partir des équivalents Cr et Ni.
6. Courbes “Heat Input vs microstructure” :
- Zone A — énergie trop faible : pénétration limite, risque de manque de fusion local, structure très fine mais soudabilité moins tolérante ;
- Zone B — fenêtre optimale : fusion suffisante, ferrite modérée, KCV élevé et dispersions limitées ;
- Zone C — énergie trop élevée : refroidissement ralenti, évolution de la ferrite et de la morphologie du métal fondu, baisse possible de ténacité, coloration/oxydation aggravées si la purge ou la protection sont insuffisantes.
7. Température entre passes
Pour l’acier inoxydable austénitique en service cryogénique (AISI 304L/316L), la température interpasses doit être traitée comme une variable métallurgique majeure. Le principe normatif est simple : la fabrication doit rester dans l’enveloppe qualifiée du WPS/PQR. Techniquement, une interpass basse et stable limite l’accumulation thermique, aide à conserver une microstructure reproductible et réduit les dérives sur la ferrite δ et la ténacité. Dans un WPS industriel sérieux pour LNG, une limite maximale de 150 °C est un choix conservatif pertinent ; 120 °C peut rester défendable si le PQR l’a démontré ; Cette formulation est cohérente avec l’esprit ASME IX et avec la logique ISO 15614-1, qui fondent la validité de la procédure sur le test réel et son domaine de qualification.
8. Retour atelier, formulé de manière technique
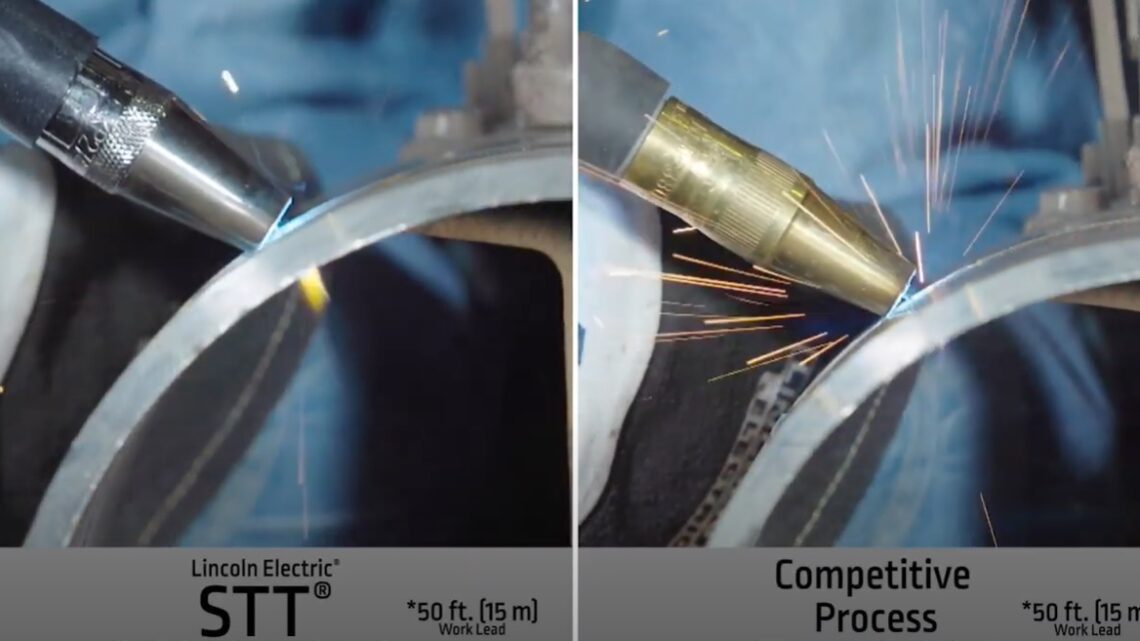
Dans un atelier, l’intérêt de la séquence STT racine + MIG pulsé multipasses ne résidait pas seulement dans la productivité. Elle permettait surtout de déplacer le centre de gravité du problème :
- le TIG donnait une référence métallurgique et géométrique remarquable, mais au prix d’une cadence faible ;
- le MAG classique de racine était plus rapide, mais trop variable pour des fabrications cryogéniques exigeantes ;
- le STT apportait un compromis inédit : une racine plus industrielle, avec un bain plus froid, mieux piloté, et un profil interne plus régulier ;
- le pulsé, en remplissage, permettait d’éviter le globulaire, de mieux tenir le bain, et d’obtenir une séquence multipasses plus reproductible.
Le vrai saut n’était donc pas “machine contre machine”, mais maîtrise de la variabilité : variabilité du soudeur, du jeu de racine, de l’énergie linéique, et donc de la microstructure finale. C’est cette réduction de dispersion qui, dans une logique LNG, fait la différence entre une procédure simplement soudable et une procédure réellement qualifiable et industrialisable.
Simulation ferrite δ — Schaeffler / DeLong / WRC-92
Schaeffler
Diagramme historique utile pour l’intuition métallurgique, mais moins précis pour la prédiction quantitative de ferrite dans les métaux d’apport modernes à bas carbone et azote contrôlé.
DeLong
Amélioration du Schaeffler par intégration de l’azote et expression en Ferrite Number, mais encore moins représentatif des bases de données modernes que WRC-1992.
WRC-1992
Référence la plus pertinente pour les soudures inox austénitiques Cr-Ni à l’arc en pratique industrielle moderne ; il dérive d’une révision de la prédiction de ferrite et reste la base la plus défendable pour un article actuel. Le NIST rappelle explicitement la référence Kotecki & Siewert de 1992 comme base du diagramme WRC-1992, et TWI souligne encore son usage pour les soudures inox classiques à l’arc.
Dans le cas des soudures GMAW-STT/GMAW pulsé en ER308L ou ER316L, le diagramme WRC-1992 constitue l’outil de premier rang pour positionner le métal fondu dans une fenêtre de ferrite compatible avec la soudabilité et la ténacité cryogénique. Les diagrammes Schaeffler et DeLong gardent une valeur pédagogique, mais WRC-1992 est plus adapté à l’évaluation moderne du Ferrite Number.
Exemple de pWPS / WPS / PQR — logique ASME IX + correspondance EN
un exemple pédagogique de WPS comme un modèle de lecture.
1. pWPS / WPS — format inspiré QW-482
WPS No. LNG-SS-GMAW-001
Support PQR No. LNG-SS-PQR-001
Code de qualification : ASME Section IX
Produit visé : tuyauteries inox austénitiques cryogéniques LNG
Métaux de base : P-No. 8 vers P-No. 8 ; 304L / 316L selon spécification projet
Métaux d’apport : ER308L / ER316L selon AWS A5.9
Configuration
- Joint bout à bout sur tube
- Diamètres : 6″ à 24″
- Épaisseurs de production visées : 6,5 à 19 mm
- Préparation en V incluse 60 à 75°
- Talon 1,0 à 1,5 mm
- Jeu de racine 2.035 à 3,5 mm
Procédés
- Passe de racine : GMAW court-circuit contrôlé type STT, fil Ø 0,8 mm
- Remplissage/finition : GMAW pulsé, fil Ø 1,2 mm
Positions qualifiées visées
- 1G, en rotation
l’étendue réelle de qualification doit suivre les tableaux et règles de domaine de validité du code ou de la norme appliquée ;
Gaz de protection
- Racine STT : Ar + faible addition oxydante selon générateur et qualification
- Remplissage pulsé : Ar + faible addition oxydante selon générateur et qualification
- Purge interne : argon pur
- Critère atelier recommandé : O₂ résiduel le plus bas possible ; cible pratique < 50 ppm lorsque le cahier des charges est sévère
Variables thermiques
- Préchauffage : non requis
- Interpass max : 150 °C recommandé, à figer selon PQR
- Refroidissement entre passes : à l’air calme
- Nettoyage interpasses : obligatoire, brossage inox dédié + meulage local si nécessaire
Paramètres indicatifs
Racine STT :
- fil 0,8 mm
- courant : plage qualifiée à documenter
- tension/commande : selon programme générateur
- progression stringer bead
- oscillation : interdite ou très limitée
Remplissage pulsé :
- fil 1,2 mm
- courant/tension : selon plage qualifiée
- progression stringer bead ou faible tissage si qualifié
- multipasses fines
Contrôles de fabrication
- VT 100 %
- RT gamma 100 % si exigence projet/code applicable
- PT complémentaire si requis par spécification
2. PQR — format inspiré QW-483
Le PQR doit enregistrer les variables réellement utilisées pour souder le coupon d’essai ; c’est exactement la philosophie du formulaire QW-483 publié par ASME.
À documenter impérativement :
- type exact de matériaux,
- géométrie exacte du coupon,
- paramètres réels de chaque passe,
- gaz réels,
- séquence de passes,
- température interpasses réellement observée,
- épaisseur déposée par procédé,
- résultats d’essais mécaniques et CND,
- résultats de ténacité à la température spécifiée par le projet.
3. Correspondance EN / ISO
Pour vos lecteurs européens, vous pouvez ajouter ce tableau :
| Logique ASME | Logique EN/ISO |
|---|---|
| WPS (QW-482) | pWPS / DMOS selon ISO 15609-1 |
| PQR (QW-483) | QMOS / WPQR selon ISO 15614-1 |
| Qualification soudeur Section IX | ISO 9606-1 |
| Fabrication pression Section VIII Div.1 | EN 13445 dans le cadre PED |
Cette correspondance est juste dans l’esprit, même si les domaines de validité et certaines variables ne se superposent pas exactement.
Conclusion
Le soudage des tuyauteries 304L/316L pour service LNG à −196 °C doit être abordé comme un système couplé : choix du métal d’apport, mode de transfert, énergie linéique, interpass, purge interne, dilution, ferrite δ, puis validation mécanique et volumique. La combinaison GMAW-STT en racine + GMAW pulsé en remplissage est techniquement défendable et industriellement puissante, mais sa réussite ne tient pas à l’étiquette commerciale du procédé : elle tient à la maîtrise de la variabilité microstructurale et à la qualification documentaire rigoureuse selon ASME IX, avec, côté européen, une mise en cohérence avec ISO 15614-1, ISO 15609-1, ISO 9606-1 et EN 13445.
🔷 Résumé
Le soudage des aciers inoxydables austénitiques AISI 304L et 316L destinés aux applications cryogéniques LNG impose des exigences sévères en termes de ténacité à très basse température, d’intégrité volumique et de stabilité microstructurale.
Cette étude propose une analyse approfondie d’un procédé combiné :
- racine en GMAW à court-circuit contrôlé (type STT)
- remplissage et finition en GMAW pulsé multipasses
L’objectif est d’évaluer l’influence du cycle thermique, de la ferrite δ et des paramètres de soudage sur la résilience Charpy à −196 °C, dans le cadre d’une qualification conforme à l’ASME Section IX, avec mise en perspective des normes européennes.
🔷 Mots-clés
Soudage GMAW – STT – MIG pulsé – inox austénitique – ferrite δ – cryogénie – LNG – ASME IX – EN ISO 15614 – ténacité Charpy