TIG fil chaud (Hot Wire GTAW)
Augmenter le taux de dépôt sans sacrifier la qualité métallurgique
🔷 Introduction
Le procédé TIG (GTAW) est une référence en matière de qualité métallurgique : stabilité de l’arc, absence de projections, excellente maîtrise du bain.
Sa limite principale reste sa faible productivité.
Le TIG fil chaud (Hot Wire GTAW) constitue une évolution majeure :
👉 augmentation du taux de dépôt
👉 amélioration de l’efficacité énergétique
👉 conservation de la qualité métallurgique
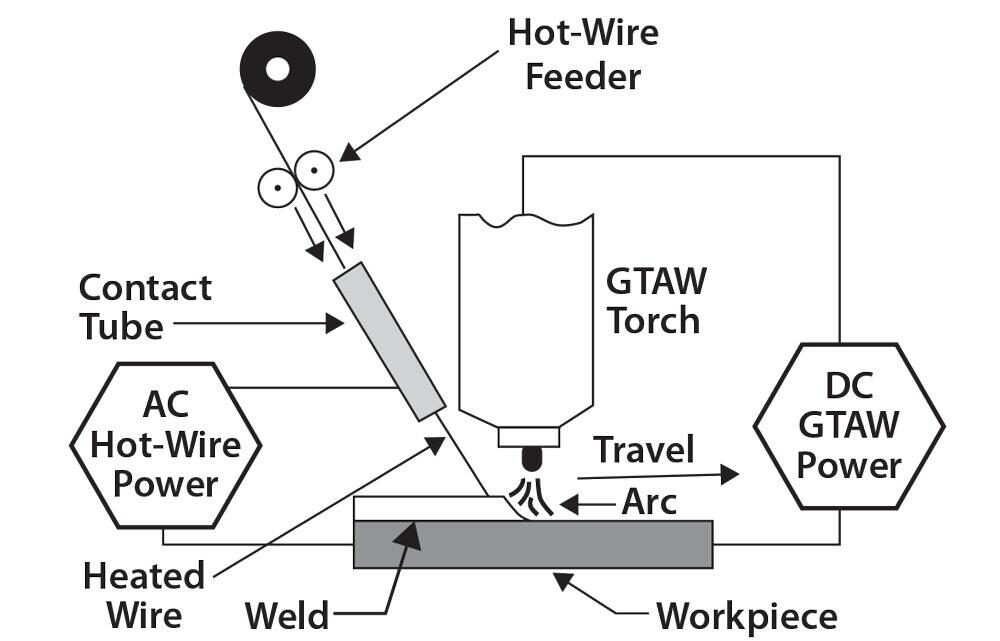
🔷 1. Principe du TIG fil chaud

Dans le TIG fil chaud, le fil d’apport est préchauffé électriquement avant son entrée dans le bain.
Le chauffage est assuré par effet Joule :
Q=RI2t
👉 Le fil arrive proche de la fusion
👉 L’arc est soulagé énergétiquement
🔬 Lecture
Le procédé introduit une dissociation des flux énergétiques :
- arc → énergie de fusion du bain
- fil chaud → énergie de fusion du métal d’apport
👉 Cela améliore le rendement thermique global du procédé
🔷 2. Mécanisme énergétique

Dans un TIG classique :
- l’arc doit tout faire
- forte densité énergétique nécessaire
Dans le TIG fil chaud :
✔ réduction de la charge thermique sur l’arc
✔ meilleure stabilité du bain
✔ fusion plus progressive
🔬 Analyse métallurgique
- réduction du gradient thermique local
- diminution des fluctuations du bain
- amélioration de la mouillabilité
👉 Résultat : cordons plus réguliers et reproductibles
🔷 3. Gains industriels
✔ Taux de dépôt
👉 typiquement multiplié par 2 à 5
✔ Productivité
- vitesse de soudage accrue
- réduction des passes
- baisse du temps opératoire
✔ Qualité
- absence de projections
- stabilité d’arc
- excellente finition
🔷 4. Influence sur la dilution (point critique)


👉 Critique pour :
- cladding anticorrosion
- rechargement
- alliages nickel (Inconel 625)
🔬 Lecture
La dilution est définie comme :
👉 proportion de métal de base dans le dépôt
Effets d’une dilution excessive :
- baisse résistance corrosion
- modification microstructure
- perte de propriétés mécaniques
🔬 Apport du TIG fil chaud
✔ réduction de la pénétration relative
✔ augmentation du dépôt sans dilution
✔ contrôle précis de la composition finale
👉 C’est un procédé clé en overlay haute performance
🔷 5. Paramètres clés
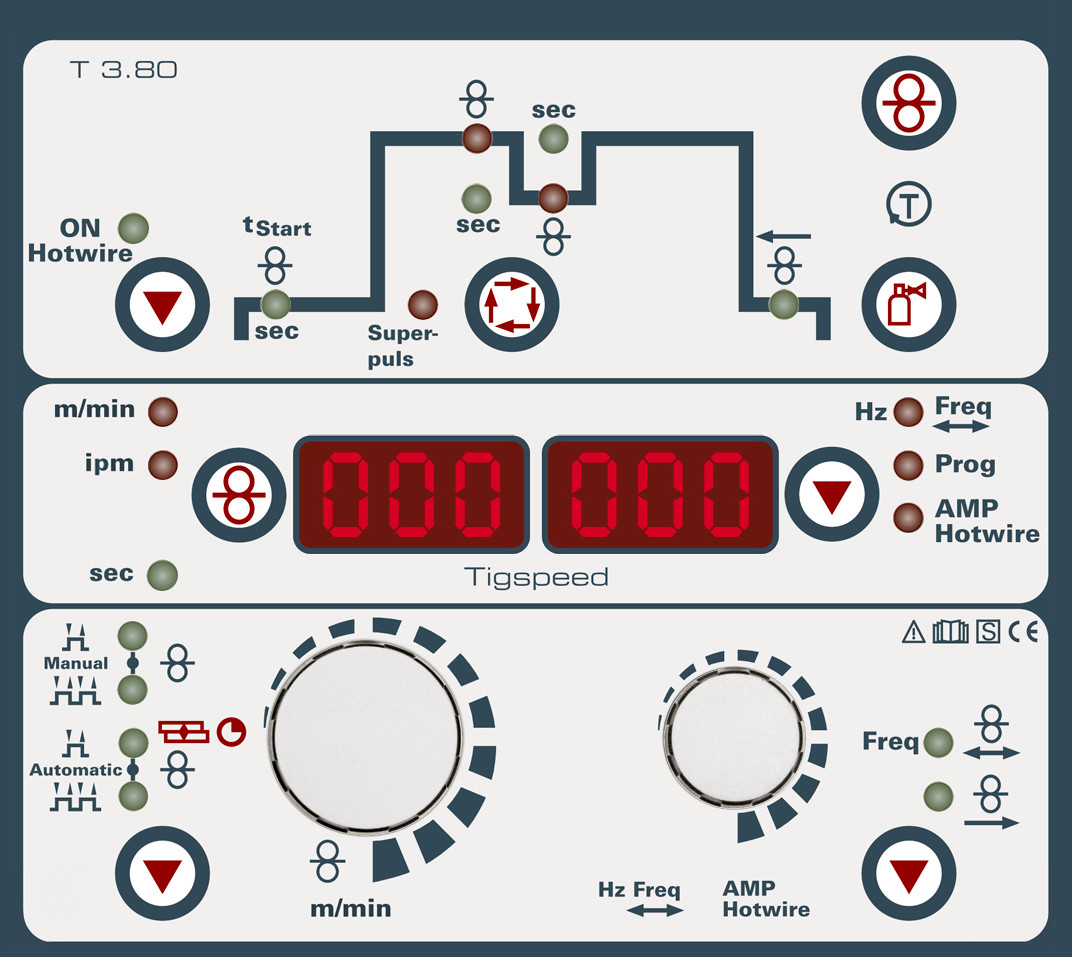
🔧 Intensité fil chaud
→ contrôle température du fil
🔧 Vitesse de dévidage
→ contrôle dépôt
🔧 Intensité arc
→ contrôle pénétration
🔧 Position du fil
→ stabilité du transfert
🔬 Lecture
Le procédé est hautement couplé :
👉 toute variation d’un paramètre impacte :
- la stabilité du bain
- la géométrie du cordon
- la dilution
🔷 6. Comparaison TIG vs TIG fil chaud
| Critère | TIG | TIG fil chaud |
|---|---|---|
| Taux de dépôt | Faible | Élevé |
| Productivité | Faible | Élevée |
| Qualité | Excellente | Excellente |
| Dilution | Faible | Très contrôlée |
| Complexité | Faible | Moyenne |
🔷 7. Limites du procédé
❌ Complexité accrue
❌ Réglages sensibles
❌ Investissement plus élevé
👉 Lecture industrielle :
Le procédé devient pertinent dès que :
- dépôt important
- matériau coûteux
- exigence métallurgique élevée
🔷 8. Applications industrielles

4
Domaines principaux :
✔ cladding anticorrosion
✔ pétrole & gaz
✔ nucléaire
✔ équipements sous pression
✔ réparation pièces critiques
🔬 Lecture industrielle
Le TIG fil chaud est utilisé lorsque l’on recherche :
👉 forte intégrité métallurgique
👉 faible dilution
👉 dépôt élevé
👉 répétabilité
🎯 Conclusion
Le TIG fil chaud est une évolution majeure du TIG.
👉 Il permet de combiner :
- qualité métallurgique élevée
- productivité accrue
- contrôle de dilution
👉 sans les inconvénients du MIG/MAG
Ce procédé n’est pas un compromis.
👉 C’est une optimisation énergétique du TIG, particulièrement adaptée aux applications critiques (cladding, nucléaire, offshore).