
Technologies hybrides de soudage des alliages d’aluminium basées sur l’arc à électrode fusible et l’arc constricté – (Plasma-GMAW)
Mots-clés :
Plasma-MIG aluminium, soudage hybride aluminium, arc constricté, électrode fusible, alimentation coaxiale du fil, anode annulaire, alliage 5083, Paton Welding Journal, torche plasma MIG, soudage aluminium haute productivité
Le développement des moyens de transport terrestres, aériens et navals à grande vitesse impose des procédés d’assemblage capables de produire des joints soudés en alliages d’aluminium à la fois performants, économiques et répétables. Parmi les voies les plus prometteuses figure le soudage hybride Plasma-MIG, qui combine dans un même bain la concentration énergétique d’un arc plasma constricté et le rendement métallurgique d’un arc à électrode fusible.
Résumé
Les principales étapes de développement des équipements et des technologies de soudage hybride plasma-arc à électrode fusible, également appelé Plasma-MIG, appliqué aux alliages d’aluminium, sont analysées. Les principales solutions de conception des torches hybrides sont présentées, en particulier la transition entre une partie plasma à anode en tige et une conception à anode annulaire. L’utilisation d’une anode annulaire simplifie la torche hybride Plasma-MIG et améliore les conditions de couplage de l’arc. L’étude met également en évidence les avantages du procédé avec alimentation coaxiale du fil par rapport au soudage classique sous gaz inerte à électrode fusible.
À retenir :
Le cœur de l’évolution technologique ne réside pas seulement dans la combinaison de deux arcs, mais dans la maîtrise géométrique de leur interaction : position relative des électrodes, type d’anode, mode de constriction et alimentation coaxiale du fil.
1. Introduction
Le développement intensif des transports rapides terrestres, aériens et maritimes a conduit à la recherche de technologies efficaces et économiquement justifiées pour la fabrication de joints soudés en alliages d’aluminium. Au cours de la dernière décennie, les technologies hybrides de soudage à l’arc, combinant dans un même bain de fusion l’énergie d’un arc constricté à électrode non fusible et celle d’un arc à électrode fusible, ont connu un développement soutenu.
Cette technologie est désignée comme le soudage hybride plasma-arc à électrode fusible. À l’international, elle est généralement connue sous le nom de Plasma-MIG.
Le principe général consiste à associer :
- la concentration énergétique et la pénétration de l’arc plasma,
- le taux de dépôt et la facilité d’alimentation métallique de l’arc MIG.
Dans le cas des alliages d’aluminium, cette approche est particulièrement intéressante en raison des exigences de productivité, de la présence d’une couche d’oxyde tenace, ainsi que de la nécessité de limiter l’adoucissement métallurgique dans la zone affectée thermiquement.
2. Origines et premières architectures des torches hybrides Plasma-MIG
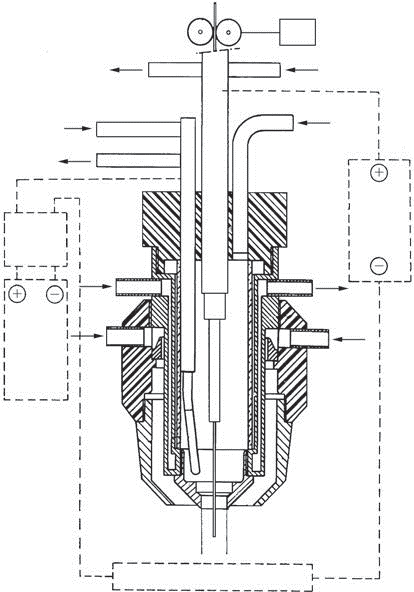
Les premiers brevets relatifs à un plasmatron hybride associant simultanément un arc constricté à électrode non fusible et un arc à électrode fusible dans un même bain ont été déposés par Philips. Dans cette configuration initiale, l’arc de l’électrode fusible se développait à l’intérieur de l’arc constricté généré par l’électrode non fusible.
Dans cette solution, le fil électrode était alimenté coaxialement avec l’arc constricté. Le soudage était réalisé en courant continu à polarité inversée, avec une électrode tungstène décalée latéralement par rapport à l’axe de la buse plasma et jouant le rôle de cathode.
Par la suite, Philips a poursuivi l’optimisation de cette architecture avec position latérale du tungstène. Afin de réduire l’encombrement du système, la cathode et le fil électrode ont été décalés de part et d’autre de l’axe principal du plasmatron.
3. Variantes technologiques explorées
Plusieurs variantes ont ensuite été envisagées au stade des brevets et des recherches exploratoires :
- utilisation d’un arc constricté transféré ou non transféré,
- génération de l’arc non transféré entre tungstène et buse de constriction,
- emploi de deux électrodes tungstène latérales,
- emploi de deux fils électrodes,
- électrode fusible divisée en deux parties,
- cathode creuse en cuivre,
- combinaison d’arcs réguliers fusibles et non fusibles dans un bain commun.
Ces schémas ont démontré la richesse du concept, mais la plupart n’ont pas connu de développement industriel durable. Ils sont restés, pour l’essentiel, au stade de publications brevets ou de démonstrateurs.
Point technique important :
L’histoire du Plasma-MIG montre que le problème central n’est pas uniquement la coexistence de deux arcs, mais leur stabilité électromagnétique, leur compacité et la qualité du couplage thermique au bain.
4. Systèmes industriels développés à partir du concept Plasma-MIG
4.1 Système Philips PZ 4302/10
Pour la mise en œuvre du procédé hybride Plasma-MIG, Philips a développé et produit en série le système PZ 4302/10.
Ce système comprenait :
- une source pour le soudage plasma en courant continu,
- une source pour le soudage à électrode fusible,
- un mécanisme d’alimentation du fil,
- un système de commande.
Le système fournissait jusqu’à 400 A pour le soudage plasma et jusqu’à 630 A pour le soudage à électrode fusible. En revanche, la documentation ne donnait pas de détail précis sur le type exact de plasmatron associé.
4.2 Solution Super-MIG de Plasma Laser Technologies
La question de la disposition sérielle des arcs, l’un derrière l’autre, a aussi été étudiée. Le principal développeur de cette approche a été Plasma Laser Technologies Ltd., dont le procédé a reçu le nom commercial breveté Super-MIG.
Dans cette configuration :
- la torche MIG et le plasmatron sont réunis dans un même corps,
- une tuyère de protection commune est utilisée,
- un écran électromagnétique est ajouté pour limiter l’interaction entre les arcs.
Une torche spécifique a été développée pour le soudage des alliages d’aluminium. Elle permettait un courant asymétrique à polarité variable jusqu’à 200 A pour la partie plasma et jusqu’à 550 A en courant continu à polarité inversée pour la partie à électrode fusible.
L’intérêt de cette solution est de simplifier la torche en évitant l’alimentation coaxiale stricte. Sa limite est que l’arc de l’électrode fusible n’est pas autant constricté par l’arc plasma, ce qui peut conduire à :
- une augmentation des projections,
- une pénétration plus faible,
- une interaction thermique moins favorable.

5. Transition vers l’anode annulaire et alimentation coaxiale du fil
Le développement ultérieur des torches hybrides Plasma-MIG s’est orienté vers l’emploi d’une anode creuse annulaire. Cette évolution constitue l’un des points majeurs soulignés dans l’article.
Le recours à une anode annulaire présente plusieurs avantages :
- simplification de la conception de la torche,
- meilleur contact et meilleure stabilité de l’arc,
- facilité d’intégration d’une alimentation coaxiale du fil,
- meilleur centrage énergétique autour de la zone soudée.
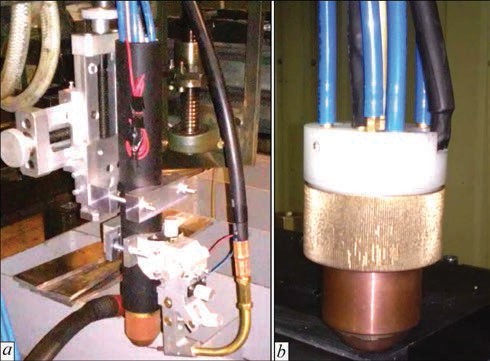
5.1 Torche hybride Merkle
La société Merkle a développé une torche hybride fondée sur le principe de l’anode annulaire avec alimentation coaxiale du fil.
La particularité de cette torche réside dans son anode bimétallique composite :
- une partie basse en matériau réfractaire,
- brasée sur une partie en cuivre refroidie par eau.
5.2 Torches TBI PLM 500 et PLM 600
La société TBI propose des torches PLM 500 et PLM 600 à anode annulaire pour le soudage hybride Plasma-MIG, capables de supporter une charge totale de courant de 500 à 600 A.
Leur particularité est l’usage d’une anode pleine en cuivre. Dans cette conception, la buse de formation du plasma et la buse de gaz de protection constituent une seule pièce, ce qui complexifie la fabrication et augmente le coût.
6. Développement des systèmes d’alimentation et de commande
Plusieurs centres et industriels ont travaillé non seulement sur la torche elle-même, mais aussi sur les systèmes d’alimentation et de commande permettant d’assurer la génération simultanée et indépendante des deux arcs.
6.1 Système Hybrid 8000 MR d’AMT
Le système Hybrid 8000 MR de la société allemande AMT permet la génération simultanée d’un arc plasma à électrode non fusible et d’un arc à électrode fusible, avec réglage individuel du courant de 15 à 400 A pour chacun des arcs.
Le système peut également être utilisé comme générateur classique pour soudage à électrode fusible. Néanmoins, son emploi en soudage plasma classique est moins pratique, car il ne prévoit pas de dispositif d’amorçage et de maintien d’un arc pilote.
6.2 Développements universitaires et instituts de recherche
Des recherches comparables ont été menées en Allemagne, en Russie, en Ukraine, en Chine et au Brésil. Parmi les institutions citées figurent notamment :
- l’Université technique de Chemnitz,
- SLV München,
- l’Université d’État de Perm,
- l’Université technique d’Azov,
- plusieurs équipes chinoises et brésiliennes.
Ces travaux ont permis d’élargir la compréhension des phénomènes de transition de goutte, de fusion du fil, de stabilité d’arc et d’intérêt comparé des différentes architectures de torches.
7. Développements du Paton Welding Institute et du système PLAZER PW-HYBRID TC
Dans le cadre de la coopération du Paton Welding Institute, plusieurs complexes polyvalents de soudage plasma, combiné et hybride ont été développés puis produits par la société ukrainienne PLAZER Ltd..
Le principe de base de ces complexes consiste à adapter et moderniser des sources de courant industrielles existantes pour le soudage à électrode fusible et non fusible, afin de créer un système modulaire capable de couvrir un large ensemble de procédés.
Ce complexe permet :
- le soudage à plat,
- les soudures verticales,
- les soudures horizontales sur plans verticaux ou inclinés,
- les soudures circonférentielles grâce à l’intégration d’un positionneur rotatif.
Une table universelle d’assemblage-soudage a également été développée. Sa particularité est que c’est la pièce qui se déplace et non la torche. Cela réduit l’influence des oscillations parasites de la torche et permet une évaluation plus fine de l’effet des paramètres électriques sur l’arc.
Les complexes sont pilotés par des systèmes de commande fondés sur des automates programmables, avec interfaces numériques et analogiques compatibles avec différentes sources de puissance et différents robots de soudage.
Les torches plasma et hybrides utilisées dans ces équipements ont été développées directement par le Paton Welding Institute.
8. Résultats expérimentaux sur l’alliage d’aluminium 5083
L’article compare le soudage hybride Plasma-MIG au soudage classique à électrode fusible sur un alliage d’aluminium 5083 d’épaisseur 8 mm.
Par rapport au soudage MIG conventionnel, le soudage hybride Plasma-MIG a permis :
- de réduire la consommation de métal d’apport pour former le joint,
- de diminuer les projections,
- d’augmenter la vitesse de soudage,
- de réduire la largeur du cordon,
- de réduire la largeur de la zone d’adoucissement du métal de base.
8.1 Macrosections transversales
Les macrosections montrent une géométrie de joint plus concentrée en Plasma-MIG, traduisant une meilleure efficacité de l’apport énergétique et une réduction du volume de métal fondu nécessaire.
8.2 Distribution transversale de dureté
La réduction de la zone d’adoucissement constitue un résultat important pour les alliages d’aluminium, car les propriétés mécaniques sont souvent fortement conditionnées par l’extension de la zone affectée thermiquement.
8.3 Résistance mécanique
Le chauffage plus concentré et l’augmentation de la vitesse de soudage dans le procédé hybride ont conduit à une amélioration :
- du coefficient de résistance du joint soudé, de 0,90 à 0,95,
- du coefficient de résistance du métal fondu, de 0,80 à 0,85.
Résultat métallurgique majeur :
Le Plasma-MIG ne se contente pas d’augmenter la vitesse. Il réduit également la largeur de la zone adoucie, abaisse les projections et améliore les propriétés mécaniques finales du joint.
9. Discussion technique
L’étude confirme que le développement du Plasma-MIG pour l’aluminium a suivi deux voies principales :
- le développement de systèmes spécialisés dédiés au procédé,
- le développement de complexes modulaires fondés sur des sources de puissance standard adaptées au soudage plasma et MIG.
Pour les laboratoires de recherche, l’approche modulaire est particulièrement pertinente, car elle permet :
- d’explorer diverses combinaisons de sources énergétiques,
- de capitaliser sur des équipements standards déjà disponibles,
- d’offrir une grande souplesse expérimentale.
Pour les applications industrielles, le choix dépend davantage de la gamme de produits attendue, de la variabilité de production et du besoin de flexibilité logicielle et matérielle.
Du point de vue de l’architecture des torches, la solution à anode annulaire avec alimentation axiale du fil apparaît comme l’une des plus prometteuses. Elle favorise un meilleur couplage de l’arc, simplifie la conception globale et améliore la stabilité du procédé.
10. Conclusions
Les conclusions principales de l’article peuvent être résumées comme suit :
- la direction la plus prometteuse du soudage plasma des alliages d’aluminium réside dans l’emploi combiné ou hybride de plusieurs sources thermiques,
- le soudage hybride Plasma-MIG permet d’augmenter la vitesse de soudage, de réduire les projections et de limiter les déformations,
- la configuration avec anode annulaire et alimentation axiale du fil constitue une voie particulièrement intéressante,
- comparé au MIG conventionnel, le Plasma-MIG améliore l’efficacité du procédé, réduit la consommation de fil, diminue la largeur de la zone adoucie et augmente la résistance du joint.
Conclusion industrielle :
Pour l’aluminium, l’intérêt du Plasma-MIG n’est pas seulement de fusionner deux procédés dans une même torche. Son véritable apport est de produire des joints plus rapides, plus propres, plus concentrés thermiquement et mécaniquement plus efficaces.
11. Tableau de synthèse – MIG classique vs Plasma-MIG hybride
| Critère | MIG classique | Plasma-MIG hybride |
|---|---|---|
| Source thermique | Arc à électrode fusible seul | Arc plasma + arc MIG dans un bain commun |
| Stabilité et concentration d’arc | Standard | Plus élevée |
| Projections | Plus importantes | Réduites |
| Vitesse de soudage | Référence | Augmentée |
| Largeur du cordon | Plus large | Plus étroite |
| Zone adoucie | Plus large | Réduite |
| Consommation de fil | Plus élevée | Réduite |
| Résistance du joint | Inférieure | Améliorée |
12. Référence bibliographique source
Grinyuk, A.A., Korzhik, V.N., Shevchenko, V.E., Babich, A.A., Peleshenko, S.I. Hybrid Technologies of Welding Aluminium Alloys Based on Consumable Electrode Arc and Constricted Arc. The Paton Welding Journal, 2016, n° 6, p. 17 et suiv.
- soudage hybride aluminium
- arc constricté et électrode fusible
- anode annulaire Plasma-MIG
- alliage 5083 soudage Plasma-MIG
- torche Plasma-MIG coaxiale