SuperMIG® : procédé hybride Plasma-GMAW — principe, performances et applications industrielles
SuperMIG® : procédé hybride Plasma-GMAW, analyse technique et applications
Analyse technique complète du procédé hybride Plasma-GMAW SuperMIG® : principe de fonctionnement, architecture, gains de productivité, essais comparatifs, cas industriels et qualification mécanique.
Procédé hybride Plasma-GMAW
SuperMIG, soudage plasma MIG, soudage hybride, narrow groove welding, soudage haute productivité
Le procédé SuperMIG®, développé par WeldObot Technologies, associe un arc plasma et un arc GMAW dans un bain de fusion unique. L’objectif industriel est clair : augmenter la pénétration, réduire la préparation des joints, limiter le nombre de passes et améliorer la productivité globale, notamment en soudage mécanisé et robotisé.
1. Introduction
SuperMIG® est présenté comme une technologie de soudage hybride combinant deux procédés connus : le Plasma Arc Welding, qui apporte l’énergie de pénétration, et le Gas Metal Arc Welding, qui fournit le métal d’apport et une énergie complémentaire. Les bénéfices industriels mis en avant sont la hausse de productivité, la réduction des opérations de chanfreinage, la baisse du nombre de passes, la moindre consommation de fil et une énergie linéique réduite grâce à des vitesses de soudage plus élevées.

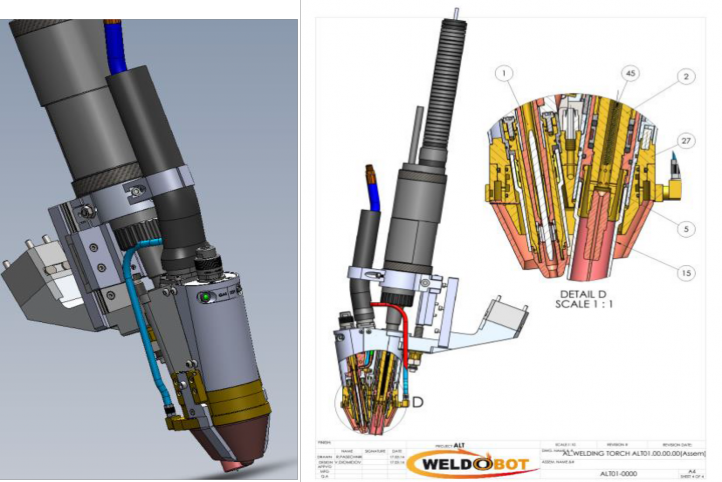
Figure 1 — Torche hybride SuperMIG® issue du document original.
Encadré — Idée directrice du procédé
L’intérêt du Plasma-GMAW n’est pas seulement d’additionner deux sources d’énergie. Le procédé cherche à combiner pénétration profonde et forte capacité de dépôt dans un bain unique, avec une logique industrielle de réduction du coût par joint soudé.
2. Principe du procédé hybride Plasma-GMAW
2.1 Deux arcs, un seul bain
Le procédé repose sur un bain de fusion unique alimenté par deux arcs électriques indépendants. La position de l’arc plasma est corrigée par un champ électromagnétique généré par des électroaimants placés sur le côté de la buse. Cette correction améliore la stabilité de l’arc et maximise la pénétration du plasma ainsi que le taux de dépôt du GMAW.
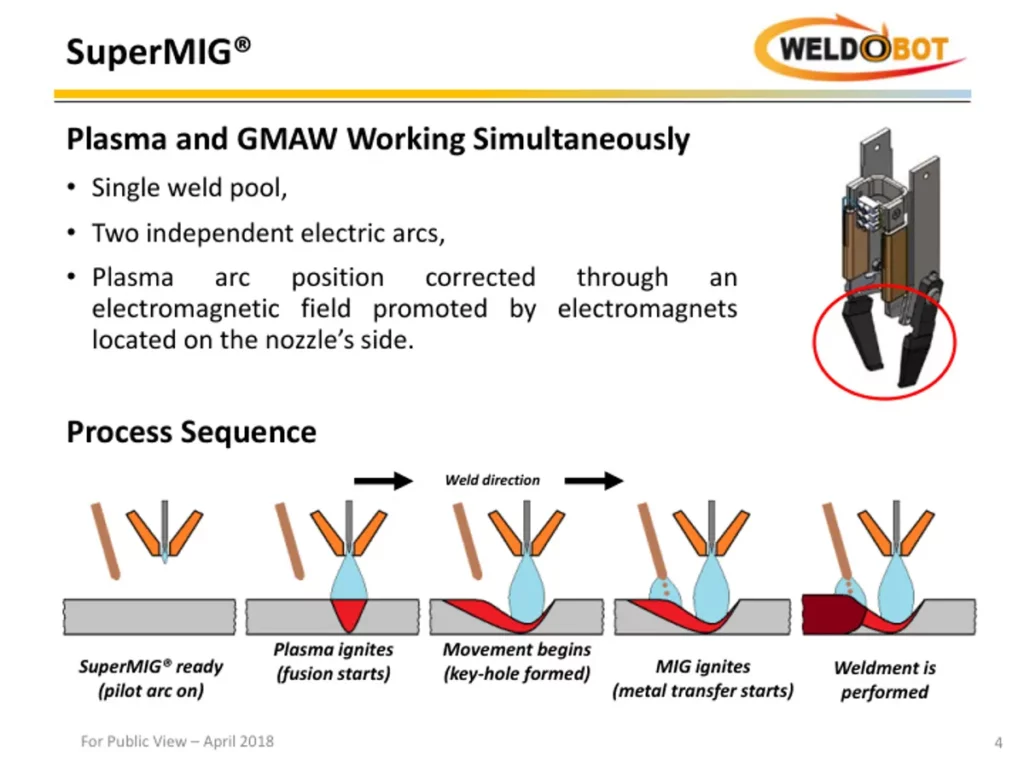
Figure 2 — Interaction entre l’arc plasma et l’arc GMAW.
2.2 Bénéfices annoncés
- productivité plus élevée ;
- moins de préparation de joint ;
- réduction typique du nombre de passes, souvent de 2 à 1 ;
- réduction de la consommation de fil grâce à des joints plus étroits ;
- apport thermique global réduit par augmentation de la vitesse et diminution des passes.
3. Séquence de fonctionnement
La séquence illustrée suit une logique en cinq temps : système prêt avec arc pilote, amorçage plasma et début de fusion, mise en mouvement avec formation du keyhole, amorçage MIG avec transfert métallique, puis exécution complète du cordon.
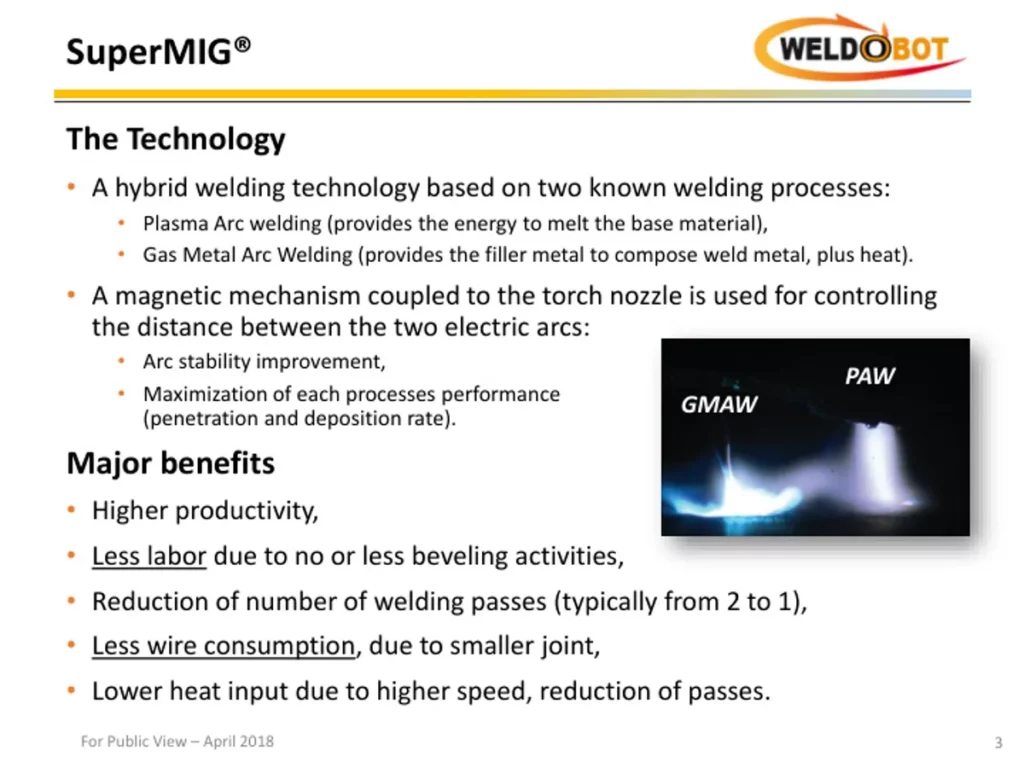
Figure 3 — Séquence de fonctionnement du procédé Plasma-GMAW.
4. Architecture système et équipements
4.1 Module WCM
Le WCM (Welding Control Module) intègre le contrôleur système, les sources plasma, le panneau gaz, le refroidisseur et l’interface utilisateur. Le générateur GMAW reste fourni par le client, ce qui montre une architecture modulaire destinée aux environnements robotisés.
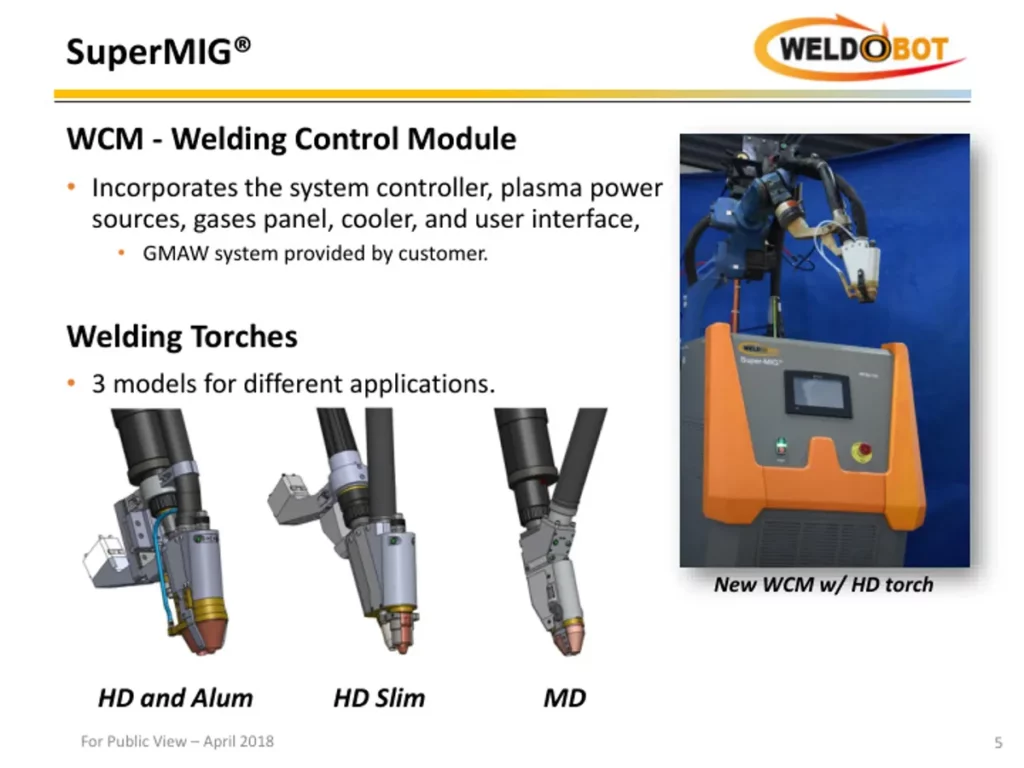
Figure 4 — Module de commande WCM du système SuperMIG®.
4.2 Torches disponibles
Trois modèles sont mentionnés : HD and Alum, HD Slim et MD, ce qui suggère une adaptation à plusieurs gammes d’applications, y compris l’aluminium.
4.3 Configuration robotisée
La configuration système présentée est orientée vers les cellules robotisées et les automatismes lourds. On y retrouve la torche, le robot, le dévidoir, le WCM, la source MIG, les liaisons de commande et les circuits de refroidissement.
Figure 5 — Configuration robotisée complète du système SuperMIG®.
5. Résultats expérimentaux et performances
5.1 Objectif des essais CTC
Les travaux présentés avec Concurrent Technologies Corporation visaient à évaluer le potentiel du procédé pour réaliser des soudures en chanfrein étroit sur des aciers navals courants.
| Épaisseur | Solution SuperMIG® | Comparaison GMAW classique |
| 1/4″ (6,35 mm) | monopasse sans préparation, joint à 90° | joint acceptable avec chanfrein 15° |
| 1/2″ (12,7 mm) | monopasse avec ouverture de racine de 0,06″ et barre cuivre | deux passes GMAW avec angle de joint 60° |
| 1″ (25,4 mm) | une passe par face, vitesse 15 in/min | double-V 50°, deux passes par face |
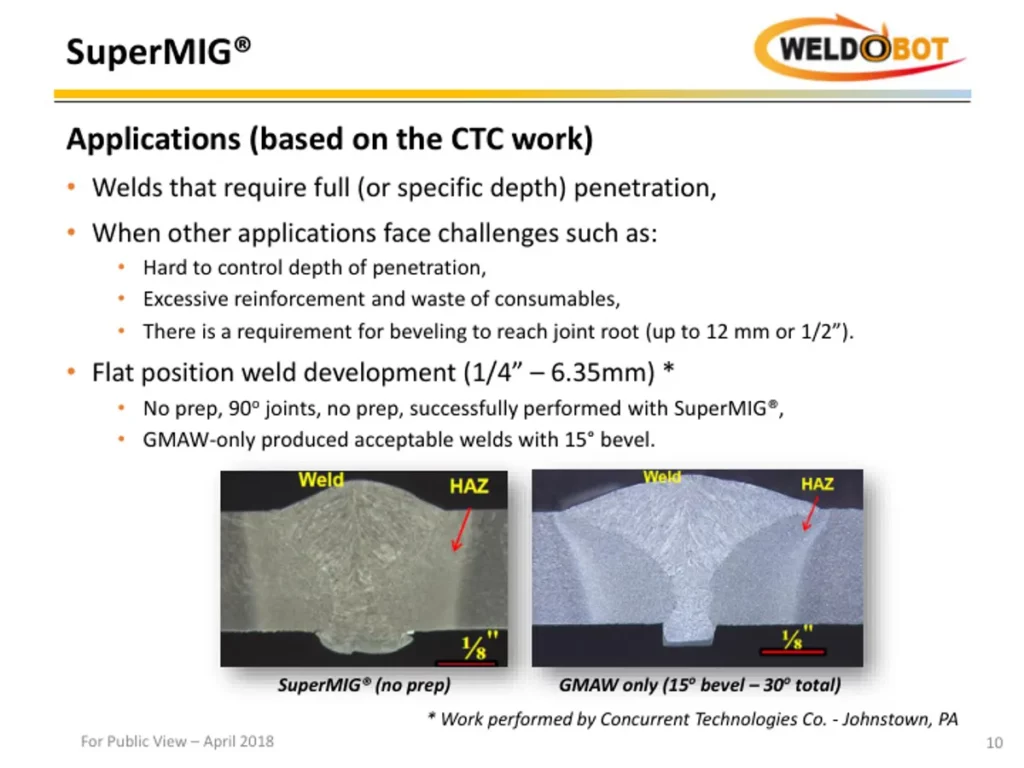
Figure 6 — Comparaison macrographique entre SuperMIG® et GMAW.
Encadré — Lecture industrielle
Si l’on réduit simultanément l’angle de préparation, le volume du joint et le nombre de passes, on agit à la fois sur le temps d’arc, la consommation de métal d’apport, la déformation et les opérations annexes.
6. Applications industrielles
La technologie est positionnée sur les soudures à pleine pénétration, les assemblages où la profondeur de fusion est difficile à maîtriser et les configurations où l’on cherche à éviter un chanfrein jusqu’à environ 12 mm d’épaisseur.
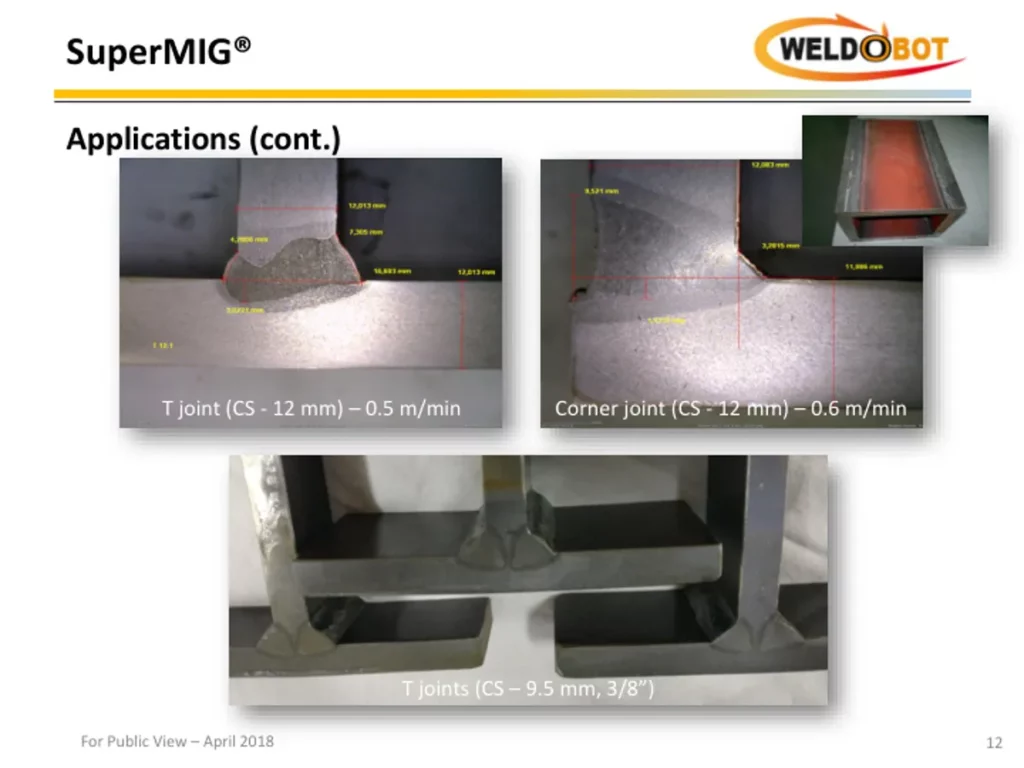
Figure 7 — Exemples de joints en T et d’angle réalisés avec SuperMIG®.
7. Retour d’expérience Teleskop SP (Pologne)
Teleskop SP, fabricant de flèches télescopiques pour grues mobiles de 30 à 750 t, est présenté comme un adopteur précoce de la technologie. L’entreprise utilisait déjà trois systèmes SuperMIG® pour le soudage longitudinal de flèches en acier à haute résistance afin de remplacer le soudage sous flux SAW.

Figure 8 — Application industrielle de SuperMIG® chez Teleskop SP.
7.1 Gains rapportés
Les gains annoncés sont de 46 % de temps en moins par rapport au SAW, une soudure interne quatre fois plus rapide, une soudure externe deux fois plus rapide, l’absence de meulage du chanfrein externe et la suppression de la gestion du flux et du laitier.
| Critère | SAW | SuperMIG® |
| Vitesse de soudage | 38–48 cm/min | 80–100 cm/min |
| Préparation / finition | flux, laitier, meulage | réduction forte des opérations annexes |
| Temps global | référence | -46 % |

Figure 9 — Comparaison SAW / SuperMIG® sur application industrielle.
8. Retour d’expérience Heisey Mechanical (USA)
Heisey Mechanical utilisait SuperMIG® pour le soudage longitudinal de tôles inox converties en tubes. La technologie remplaçait un procédé GMAW soudant des deux côtés du joint.
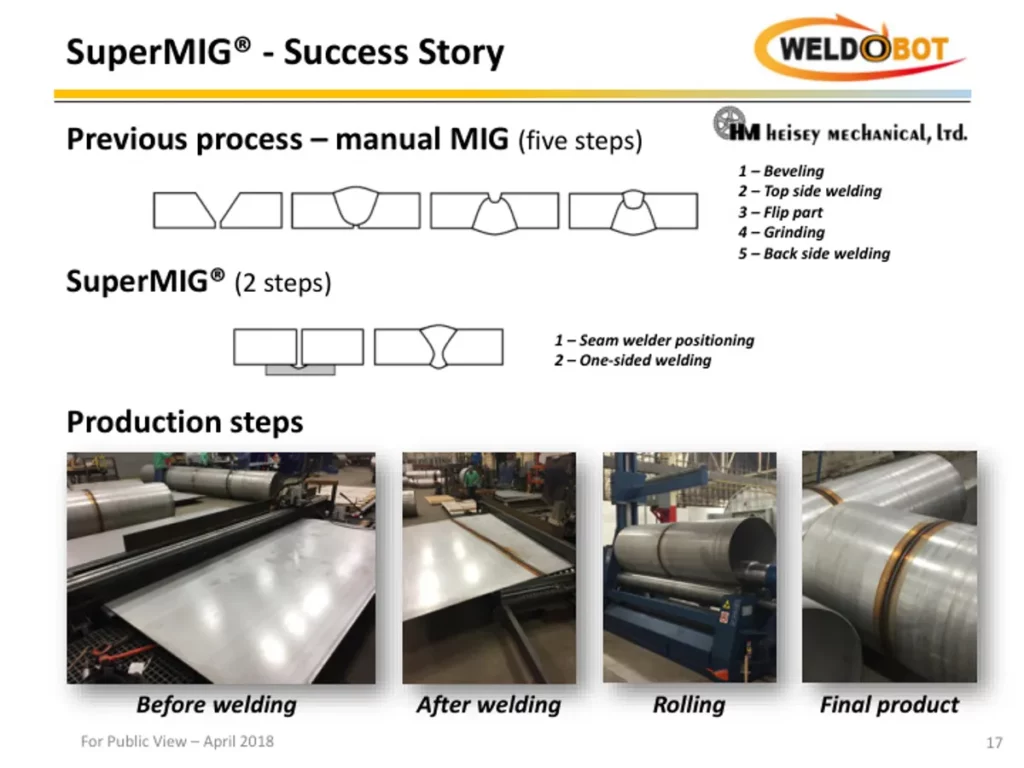
Figure 10 — Process de fabrication de tubes inox avec SuperMIG®.
8.1 Simplification du flux de fabrication
L’ancien procédé manuel MIG en cinq étapes — chanfreinage, soudage face, retournement, meulage, soudage envers — est remplacé par une solution SuperMIG® en deux étapes : positionnement sur seam welder et soudage unilatéral.

Figure 11 — Ligne de production et opération principale de soudage longitudinal.
8.2 Résultats annoncés
- réduction des opérations par passage d’un soudage deux faces à un soudage une face ;
- plus de 50 % de réduction de consommation de fil ;
- élimination du chanfreinage et du meulage de racine ;
- augmentation de 120 % de la vitesse de soudage ;
- retour sur investissement annoncé dès le premier chantier, en 5 mois.
9. Qualification mécanique
Une qualification selon ASME Section IX-2017 est mentionnée, avec essais de pliage guidé selon QW-162.1 et traction selon QW-152. Les résultats de traction annoncés sont de 86 800 psi et 87 100 psi pour un minimum requis de 75 000 psi.
| Éprouvette | Exigence mini | Résultat traction |
| #1 | 75 000 psi | 86 800 psi |
| #2 | 75 000 psi | 87 100 psi |
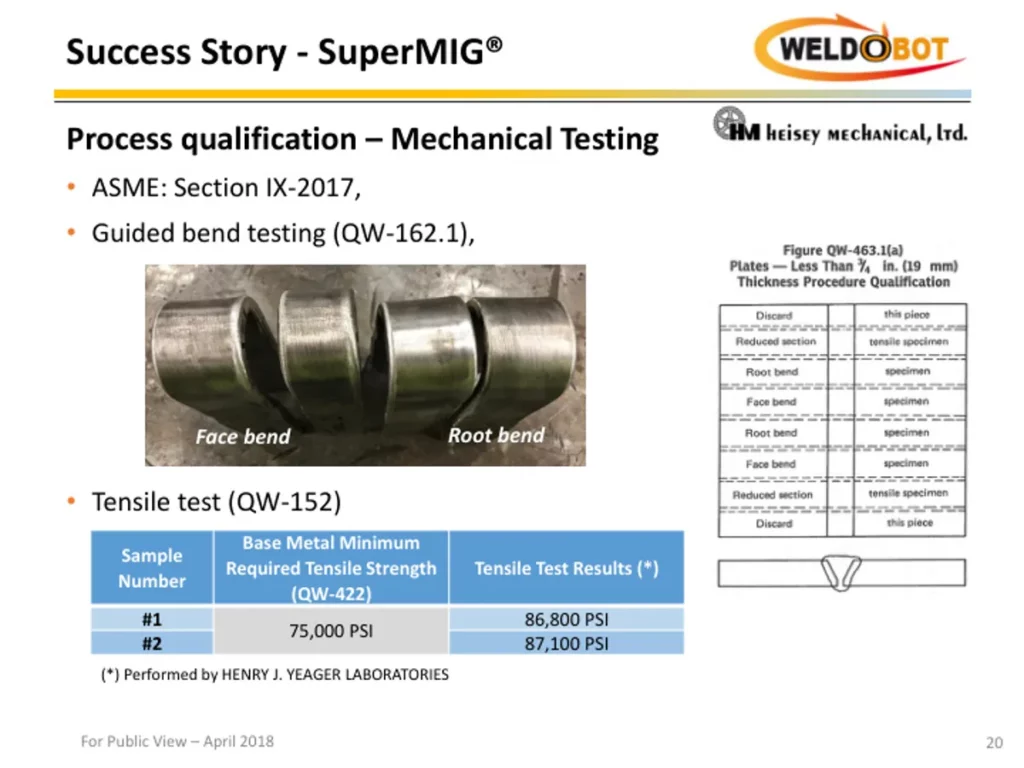
Figure 12 — Essais mécaniques de qualification du procédé.
10. Développement aluminium
Un projet conduit avec la RWTH Aachen est mentionné pour évaluer une solution de soudage aluminium de haute qualité, à coût d’acquisition et d’exploitation inférieur à une solution laser-MIG, pour des PME ne pouvant investir dans les systèmes hybrides laser.
Figure 13 — Développement aluminium autour du procédé hybride plasma-MIG.
11. Analyse technique critique
Encadré — Lecture d’ingénierie
Les points les plus structurants sont la réduction du volume du joint, le pilotage électromagnétique de la position relative des arcs et la capacité à réaliser des soudures narrow groove en nombre de passes réduit.
11.1 Points forts
- pénétration plus profonde que le GMAW classique ;
- préparation de joint réduite, parfois supprimée sous environ 12 mm ;
- consommation de fil et de gaz réduite ;
- vitesse plus élevée ;
- apport thermique et distorsion potentiellement réduits.
11.2 Points à surveiller
Le support d’origine ne détaille pas les plages paramétriques fines, les compositions de gaz, la métallurgie des ZAT ni les critères NDT complets. Il s’agit donc d’une excellente base de positionnement industriel, mais non d’une qualification scientifique exhaustive.
12. Conclusion
SuperMIG® est présenté comme une solution hybride à fort potentiel pour le soudage mécanisé et robotisé, avec une promesse industrielle centrée sur la réduction des préparations, des passes, des consommables et des temps opératoires. Les cas Teleskop et Heisey illustrent bien la logique économique du procédé.
13. Références
- WeldObot Technologies, SuperMIG® Hybrid Plasma-GMAW — Technology update for NSRP, April 2018.
- Concurrent Technologies Corporation, travaux mentionnés dans le document source.