
Soudage par impulsion magnétique des tôles : principe, métallurgie et applications industrielles
Le soudage par impulsion magnétique, ou Magnetic Pulse Welding (MPW), fait partie des procédés d’assemblage à l’état solide les plus innovants développés ces dernières décennies. Fondé sur l’utilisation de forces électromagnétiques très intenses pour provoquer un impact à grande vitesse entre deux pièces métalliques, il permet d’obtenir une liaison métallurgique sans fusion, donc sans zone fondue classique ni cycle thermique comparable à celui des procédés conventionnels.
Cette technologie est particulièrement prometteuse pour l’assemblage des métaux dissemblables, notamment aluminium / acier, aluminium / cuivre ou encore magnésium / aluminium, pour lesquels les procédés de soudage par fusion présentent souvent d’importantes difficultés métallurgiques.
1. Principe général du soudage par impulsion magnétique
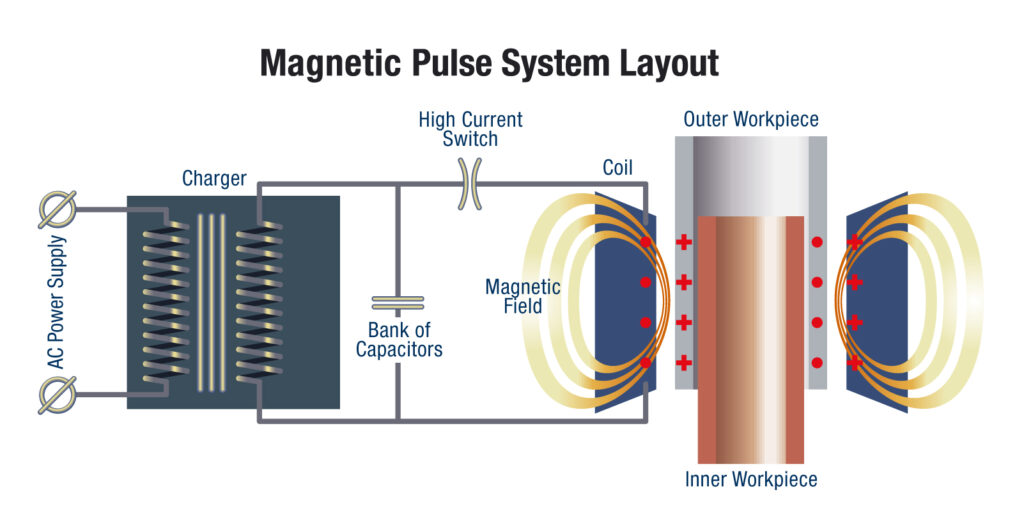
Le soudage par impulsion magnétique appartient à la famille des procédés de soudage par pression dynamique. Son principe général rappelle celui du soudage par explosion, mais l’énergie de collision n’est pas générée par un explosif : elle résulte ici de forces électromagnétiques produites par une bobine alimentée par une décharge capacitive de forte intensité.
Le déroulement du procédé peut être résumé de la manière suivante :
- un banc de condensateurs est chargé à haute tension ;
- la décharge est envoyée dans une bobine de travail ;
- un champ magnétique transitoire très intense est créé ;
- des courants induits apparaissent dans la pièce conductrice mobile ;
- l’interaction entre le champ magnétique et les courants induits génère une force de Lorentz ;
- la tôle mobile, appelée flyer, est accélérée à très grande vitesse vers la tôle fixe, appelée target ;
- l’impact oblique nettoie localement les surfaces et permet la formation d’une liaison métallique à l’état solide.
La force électromagnétique peut s’écrire, de manière simplifiée, selon la relation :
F = J × B
où J représente la densité de courant induit et B l’induction magnétique. C’est cette interaction qui provoque l’accélération extrêmement rapide de la pièce mobile.
2. Un procédé d’assemblage à l’état solide
Le point fondamental du MPW est qu’il s’agit d’un procédé à l’état solide. Le joint n’est pas obtenu par fusion et solidification d’un bain métallique, mais par la création d’un contact intime entre deux surfaces métalliques rendues localement actives par l’impact à très grande vitesse.
Cette caractéristique entraîne plusieurs conséquences majeures :
- absence de zone fondue classique ;
- absence de solidification dendritique ;
- absence de zone affectée thermiquement au sens traditionnel ;
- limitation très forte des déformations thermiques ;
- réduction des contraintes résiduelles d’origine thermique ;
- préservation beaucoup plus complète des հատկ հատկ propriétés mécaniques des matériaux de base.
Par comparaison avec les procédés GMAW, GTAW, laser ou brasage, le soudage par impulsion magnétique permet donc de contourner un grand nombre de difficultés liées au cycle de chaleur, en particulier dans le cas des assemblages hétérogènes.
3. Mécanisme de liaison interfaciale
Lors de l’impact, la collision ne se produit pas de manière statique. Elle s’effectue à très grande vitesse, souvent de l’ordre de plusieurs centaines de mètres par seconde, avec un angle de collision favorable à la formation d’un jet métallique. Ce jet expulse les films d’oxydes, les contaminants et les couches superficielles fragilisées, de sorte que deux surfaces métalliques fraîchement nettoyées se retrouvent en contact sous pression extrême.
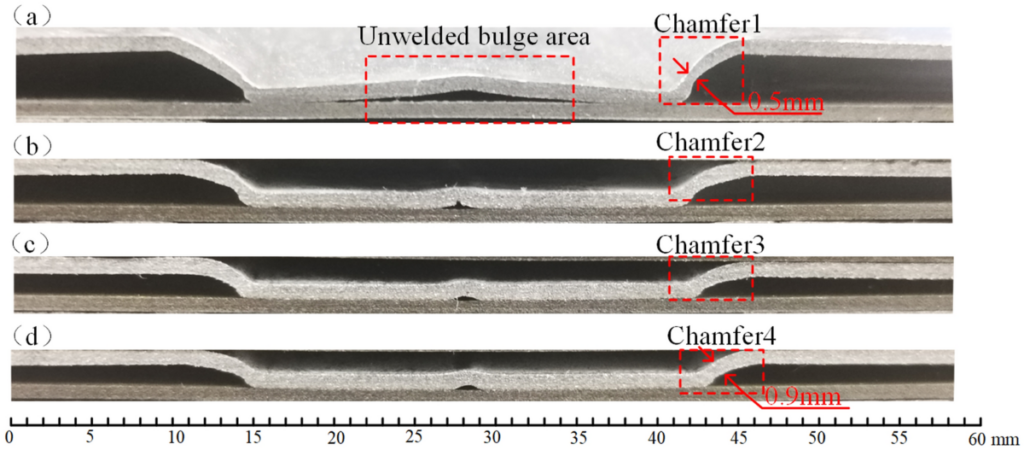
Dans de nombreux cas, l’interface résultante présente une morphologie ondulée, appelée souvent wavy interface, qui constitue l’une des signatures caractéristiques des procédés d’assemblage par impact à grande vitesse. Cette morphologie traduit un écoulement plastique intense des matériaux au voisinage de l’interface.
D’un point de vue métallurgique, cette interface peut combiner :
- un ancrage géométrique lié à la forme ondulée ;
- un contact métallique intime à l’échelle microscopique ;
- une très faible diffusion locale ;
- dans certains cas, la formation très mince de composés intermétalliques si l’énergie locale devient trop élevée.
L’un des grands intérêts du procédé est justement de permettre la formation d’une liaison forte sans développement massif de phases intermétalliques fragiles, ce qui constitue un avantage déterminant pour l’assemblage des métaux dissemblables.
4. Cas particulier du soudage des tôles
Le soudage par impulsion magnétique peut être appliqué à deux grandes familles de géométries :
- les produits tubulaires ;
- les produits plats, notamment les tôles assemblées en recouvrement.
Dans le cas des tôles, la configuration est plus délicate que pour les pièces tubulaires, car la distribution du champ magnétique, le maintien du jeu initial, la géométrie de la bobine et la trajectoire de l’impact doivent être soigneusement maîtrisés.
Le soudage de tôles planes s’effectue généralement en configuration à recouvrement. Une tôle conductrice est accélérée par impulsion électromagnétique vers une seconde tôle fixe. La qualité du joint dépend alors fortement :
- de l’énergie de décharge ;
- de la géométrie de la bobine ;
- du jeu initial entre les tôles ;
- de l’épaisseur des matériaux ;
- de la conductivité électrique de la pièce mobile ;
- de l’angle et de la vitesse de collision.
5. Matériaux assemblables et intérêt pour les métaux dissemblables
Le MPW est particulièrement attractif pour l’assemblage de matériaux que le soudage par fusion réunit difficilement. C’est le cas notamment de systèmes métallurgiquement incompatibles ou fortement sensibles à la formation de composés fragiles.
Parmi les assemblages les plus étudiés, on retrouve :
- aluminium / acier ;
- aluminium / cuivre ;
- magnésium / aluminium ;
- cuivre / acier ;
- cuivre / acier inoxydable.
Dans le cas de l’assemblage aluminium / acier, par exemple, les procédés conventionnels de fusion conduisent rapidement à la formation de phases intermétalliques Fe-Al, souvent très dures et fragiles. Le soudage par impulsion magnétique réduit fortement ce risque en limitant le temps d’interaction thermique et en privilégiant un mécanisme de liaison à l’état solide.
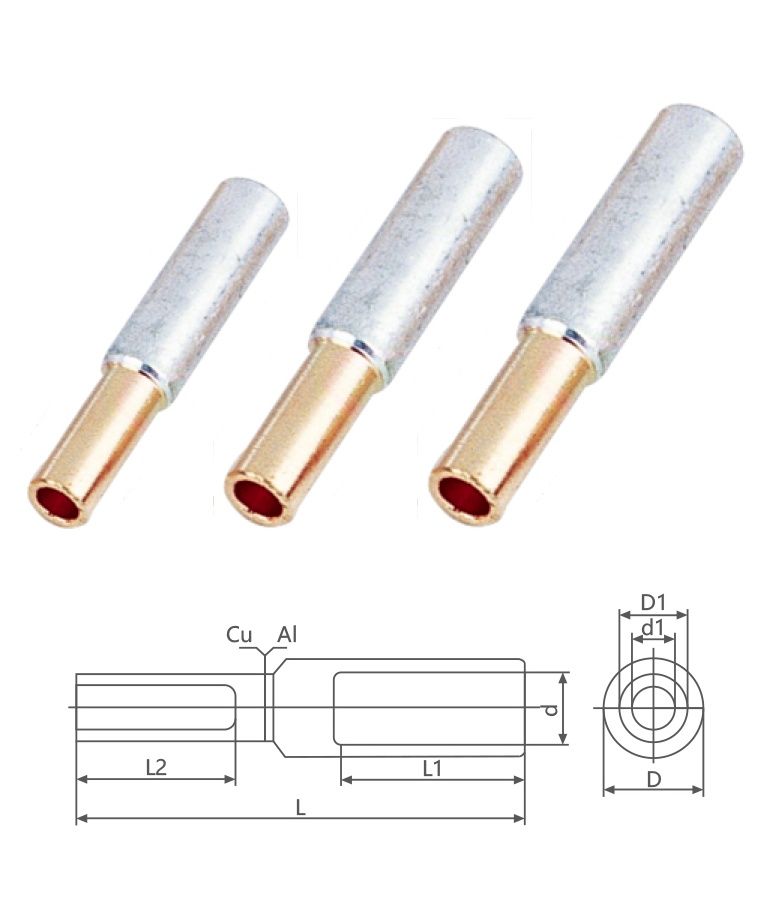
De même, l’assemblage aluminium / cuivre présente un intérêt industriel majeur pour les connexions électriques, les busbars, les systèmes de batterie et les équipements de puissance, là encore avec un avantage significatif sur les procédés thermiques classiques.

6. Avantages techniques et industriels du procédé
Le soudage par impulsion magnétique présente plusieurs avantages majeurs, qui expliquent l’intérêt croissant qu’il suscite dans l’industrie moderne :
- absence de chaleur de soudage au sens conventionnel, donc suppression des problèmes de ZAT et de déformation thermique ;
- absence de métal d’apport ;
- absence de gaz de protection ;
- procédé propre, sans fumées, sans rayonnements et sans projections de fusion comparables aux procédés à l’arc ;
- forte aptitude aux assemblages hétérogènes ;
- temps de cycle très court, compatible avec des cadences de production élevées ;
- bonne répétabilité dans un environnement industriel automatisé.
Dans certaines applications, des cadences de l’ordre de plusieurs pièces par minute peuvent être envisagées, ce qui positionne cette technologie comme une solution potentiellement compétitive dans les lignes de fabrication à haut débit.
7. Limites et verrous technologiques
Malgré ses avantages, le procédé présente également des limitations qui doivent être analysées avec lucidité.
Les principales limites sont les suivantes :
- la nécessité qu’au moins une des pièces possède une bonne conductivité électrique ;
- la dépendance très forte à la géométrie de la bobine et à son accessibilité ;
- la maîtrise délicate du jeu initial entre les pièces ;
- l’usure des bobines soumises à des impulsions très sévères ;
- la difficulté de généralisation aux grandes dimensions ou aux géométries complexes ;
- la nécessité d’un investissement spécifique en générateur capacitif et outillage.
En outre, si l’énergie de collision est mal maîtrisée, l’interface peut localement évoluer vers une dégradation de type fusion localisée ou vers la formation de couches intermétalliques trop épaisses, ce qui dégrade les propriétés mécaniques de l’assemblage.
8. Performances mécaniques et aspects métallurgiques
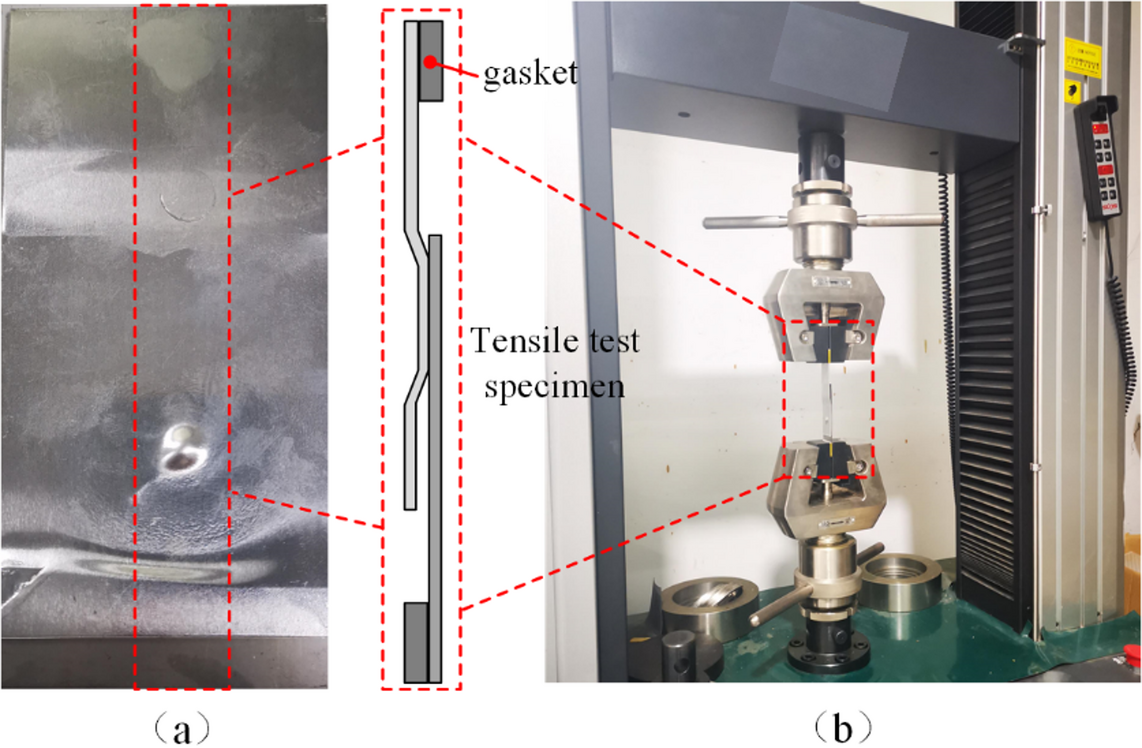
Les assemblages obtenus par MPW peuvent présenter des niveaux de performance très élevés en cisaillement ou en traction, notamment lorsque l’interface reste fine, propre et faiblement chargée en composés intermétalliques. Dans les systèmes bien optimisés, la rupture peut parfois se produire hors de la zone soudée, ce qui constitue un indicateur favorable de la qualité de la liaison.
Sur le plan métallurgique, les points les plus importants sont :
- la conservation des propriétés des matériaux de base ;
- la très faible largeur de la zone perturbée ;
- la présence éventuelle d’une interface ondulée ;
- la possibilité de grains très déformés et raffinés près de l’interface ;
- la nécessité de surveiller l’apparition de phases fragiles dans certains couples de matériaux.
9. Applications industrielles
Le champ d’application du soudage par impulsion magnétique s’élargit progressivement à mesure que les besoins en structures multi-matériaux se développent. Les secteurs les plus concernés sont :
9.1 Industrie automobile
Assemblage de structures hybrides légères, connexions de batteries, associations aluminium / acier pour l’allègement des véhicules.
9.2 Industrie électrique et électronique
Assemblage aluminium / cuivre pour conducteurs, connecteurs, busbars et composants sensibles à l’échauffement.
9.3 Aéronautique et transport
Développement de structures mixtes où la réduction de masse impose l’assemblage de métaux de nature très différente.
9.4 Fabrication métallique avancée
Démonstrateurs technologiques, assemblages spécialisés, pièces innovantes difficilement réalisables par les technologies classiques.
10. Projet de recherche et évaluation industrielle
Les travaux de recherche menés autour de cette technologie visent généralement à établir une connaissance objective de ses possibilités industrielles réelles. Dans cette logique, des projets comme SOUDIMMA ont cherché à développer une expertise sur le soudage par impulsion magnétique, en particulier pour les produits tubulaires puis pour les tôles.
Les objectifs de tels programmes peuvent être résumés comme suit :
- identifier les couples de matériaux les plus pertinents ;
- définir les fenêtres opératoires ;
- réaliser des démonstrateurs représentatifs ;
- caractériser les joints obtenus par essais mécaniques et métallographiques ;
- évaluer la pertinence technico-économique de la technologie ;
- diffuser les connaissances vers les industriels concernés.
Cette étape est essentielle, car l’intérêt scientifique du procédé ne suffit pas : seule une validation sur des cas industriels concrets permet de juger de sa réelle compétitivité face aux solutions conventionnelles.
11. Comparaison avec les procédés conventionnels
Par rapport aux procédés par fusion, le MPW offre un avantage décisif dans tous les cas où la métallurgie de fusion devient pénalisante. En revanche, il ne constitue pas un substitut universel à tous les procédés de soudage.
Il faut plutôt le considérer comme une technologie complémentaire, particulièrement adaptée :
- aux métaux dissemblables ;
- aux pièces conductrices ;
- aux géométries compatibles avec une accélération locale ;
- aux lignes automatisées recherchant un temps de cycle très court.
Il reste en revanche moins pertinent pour :
- les très fortes épaisseurs ;
- les grands cordons linéaires continus ;
- les structures massives de chaudronnerie lourde ;
- les assemblages dont la géométrie interdit l’intégration d’une bobine de travail.
12. Conclusion
Le soudage par impulsion magnétique des tôles représente l’une des évolutions les plus intéressantes du domaine des assemblages métalliques avancés. En permettant la formation d’une liaison à l’état solide par impact à grande vitesse, il ouvre des perspectives particulièrement fortes pour le soudage des métaux dissemblables, là où les procédés par fusion rencontrent leurs limites métallurgiques les plus sévères.
Son intérêt est double :
- métallurgique, par l’absence de fusion et la limitation des phases fragiles ;
- industriel, par sa rapidité, son automatisation et son caractère propre.
Il ne s’agit pas d’un procédé destiné à remplacer l’ensemble des techniques classiques de soudage, mais plutôt d’une technologie de niche à fort potentiel stratégique, appelée à jouer un rôle croissant dans les structures multi-matériaux de l’industrie moderne.
Références indicatives
- S. D. Kore, J. Imbert, M. J. Worswick, Y. Zhou, Electromagnetic impact welding of Mg to Al sheets.
- M. Kashani, Tokyo Metropolitan College of Technology, travaux sur l’assemblage aluminium / acier.
- BIL-CEWAC, Collectief Onderzoeksproject Soudimma.
- Travaux académiques sur le Magnetic Pulse Welding, l’assemblage à l’état solide et les interfaces ondulées des procédés à impact à grande vitesse.