
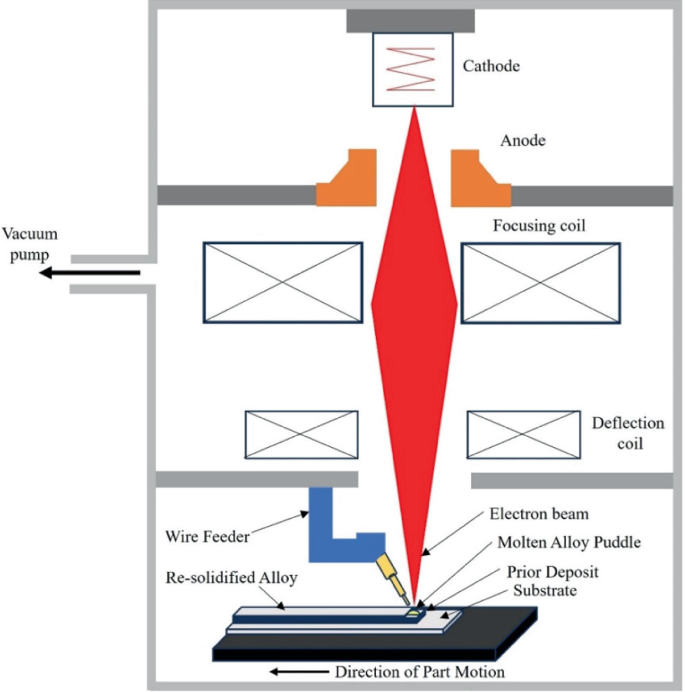
Soudage par Faisceau d’Électrons (EBW)
🔶 I. INTRODUCTION ET ORIGINES
Le soudage par faisceau d’électrons (EBW) y est abordé non seulement comme procédé, mais comme outil stratégique de conception et de performance industrielle.
Le procédé EBW apparaît dès 1949 avec les premières colonnes électroniques.
Son essor industriel débute avec :
- le nucléaire (réacteurs, zircaloy)
- le spatial (missions Soyouz)
- l’aéronautique
👉 L’image MIR illustre une capacité unique : réparation en environnement extrême
🔶 II. EFFET KEYHOLE ET PÉNÉTRATION
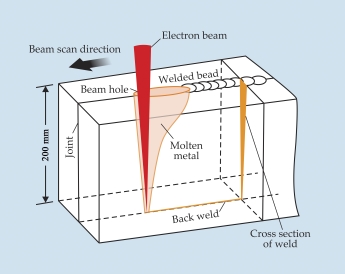
Caractéristique fondamentale :
- pénétration extrême (jusqu’à 200 mm)
- largeur très faible (1–3 mm)
- bain étroit stabilisé
👉 Rapport profondeur/largeur > 20:1
🔶 III. SOUDAGE DES ACIERS

✔ Très bonne soudabilité globale
✔ Pas de métal d’apport nécessaire
⚠️ Points critiques :
- C > 0.25% → durcissement
- C > 0.5% → fissuration
👉 Cas typique : engrenages 16MnCr5
🔶 IV. ACIERS INOXYDABLES
✔ Austénitiques : excellents
✔ Duplex : attention dégazage azote
👉 Applications :
- agroalimentaire
- chimie
- offshore
🔶 V. ALUMINIUM ET ALLIAGES
✔ Idéal pour structures légères
⚠️ Problèmes :
- porosité (hydrogène)
- fissuration à chaud
👉 Solution observée :
- multi-cordons → dégazage progressif
🔶 VI. CUIVRE ET FORTE CONDUCTIVITÉ
👉 Cas critique :
- conductivité thermique élevée
✔ EBW = solution idéale grâce à :
- énergie concentrée
- faible volume fondu
🔶 VII. SUPERALLIAGES (Ni, Co)


✔ Utilisation majeure :
- aéronautique
- spatial (Ariane)
👉 Avantage :
- réduction fissuration
- maintien propriétés mécaniques
🔶 VIII. TITANE ET MATÉRIAUX RÉACTIFS


Condition absolue :
- vide poussé
👉 Sinon :
- contamination
- perte ductilité
🔶 IX. MATÉRIAUX DISSIMILAIRES

✔ Possibilités uniques :
- acier / Inconel
- cuivre / acier
⚠️ Limite :
- phases intermétalliques fragiles
🔶 X. APPLICATIONS INDUSTRIELLES



Secteurs clés :
- automobile (engrenages, arbres)
- aéronautique (turbines)
- énergie (rotors, nucléaire)
👉 EBW = procédé de référence pour pièces critiques
🔶 XI. PRODUCTIVITÉ ET PERFORMANCE
Comparaison issue du document :
| Procédé | Temps pour 1 m |
|---|---|
| EBW | 8,3 min |
| SAW | 314 min |
👉 Gain ×38
👉 + réduction matière + distorsion minimale
🔶 XII. SYNTHÈSE VISUELLE
👉 Ce que montrent les images :
✔ pénétration extrême
✔ précision exceptionnelle
✔ diversité matériaux
✔ applications industrielles réelles
🚀 CONCLUSION
👉 l’EBW n’est pas un procédé “de laboratoire”
➡️ c’est une technologie industrielle majeure