Soudage MIG/MAG/GMAW assisté par fil chaud de rechargements durs à base de nickel
Le comportement de dégradation et la répartition des carbures de tungstène fondus ont été influencés par l’application d’un fil chaud additionnel
Par K. Günther, J. P. Bergmann, C. Zhang, M. Rosenberger et G. Notni
Welding Journal 2018
Résumé
Pour le dépôt de rechargements durs à base de nickel renforcés par des carbures de tungstène fondus (Fused Tungsten Carbides, FTC), plusieurs procédés industriels sont utilisés. Parmi eux, les plus répandus sont le rechargement par plasma transféré (PTAW) et le soudage à l’arc avec fil fusible (GMAW).
Le procédé GMAW présente plusieurs avantages majeurs :
- alimentation maîtrisée du métal d’apport sous forme de fil fourré,
- simplicité d’emploi sur site,
- haut degré de mécanisation.
Cependant, il est connu que le GMAW a un effet défavorable sur les propriétés métallurgiques des FTC. En effet, les carbures sont directement exposés aux températures élevées de l’arc, ce qui favorise leur dissolution. De plus, l’augmentation du taux de dépôt s’accompagne généralement d’une hausse de l’apport thermique.
Une nouvelle stratégie GMAW a donc été développée afin de dissocier l’apport de matière de l’apport d’énergie. L’application d’un fil chaud additionnel (HW-GMAW) a montré qu’elle permettait d’extraire de la chaleur du bain fondu. Il en résulte des taux de dilution faibles, de l’ordre de 5 %, pour des vitesses de dépôt proches de 12 kg/h, soit un niveau de performance approchant celui du PTAW. En outre, cette modification des caractéristiques du procédé influence directement le comportement des FTC.
Mots-clés
Fil chaud – GMAW – Rechargement dur – Carbures de tungstène fondus
Introduction
Pour améliorer la résistance à l’usure d’outils utilisés notamment dans les secteurs minier et pétrolier, on utilise couramment des alliages à base de nickel renforcés par des phases dures. Ces phases dures agissent comme des obstacles vis-à-vis de l’abrasif pénétrant et améliorent favorablement les performances en usure abrasive.
Parmi ces phases dures, les carbures riches en tungstène, tels que les WC(1-x) métastables et les carbures de tungstène fondus (FTC), occupent une place importante.
La très forte résistance à l’usure abrasive des FTC est liée à leur microstructure, caractérisée par une morphologie eutectoïde associant du monocarbure de tungstène WC et du dicarbure W₂C. L’intérêt de cette microstructure réside dans la combinaison d’une dureté élevée et d’une bonne ténacité à la rupture, supérieure à celle d’autres phases dures disponibles commercialement.
Toutefois, des vitesses de refroidissement élevées sont nécessaires lors de la fabrication afin de stabiliser la phase haute température W₂C en dessous d’environ 1200 °C et de garantir la présence conjointe des deux phases à température ambiante. Par conséquent, le soudage de FTC constitue un défi, car les charges thermiques élevées favorisent la dissolution de la phase W₂C selon la réaction suivante :W2C→WC+W
Les FTC exigent donc un apport thermique soigneusement maîtrisé afin de limiter la dissolution thermique, qui conduit :
- à une diminution de la teneur en FTC,
- à la formation de précipités fragiles riches en tungstène dans la matrice,
- et, en conséquence, à une baisse de la résistance à l’usure du rechargement.
Une autre difficulté provient de la ségrégation des FTC dans le bain liquide, due aux différences de densité. Une distribution homogène des phases dures est pourtant nécessaire pour obtenir la meilleure résistance à l’usure possible.
Pour le dépôt de rechargements à base de nickel renforcés par FTC, plusieurs procédés sont employés, dont les plus fréquents sont le PTAW et le GMAW. Le GMAW offre l’avantage d’une alimentation contrôlée du fil fourré, d’une grande simplicité d’utilisation sur site et d’un haut degré de mécanisation. Mais il est également connu que ce procédé favorise la dégradation des FTC.
L’une des raisons principales tient à l’exposition directe des FTC à l’arc lors du transfert de matière. Une autre difficulté réside dans la corrélation directe entre apport de matière et apport d’énergie. En pratique, toute augmentation de la productivité se traduit par une élévation de la chaleur introduite dans le bain, ce qui accroît la dilution et dégrade davantage les FTC.
Des travaux antérieurs ont montré que l’augmentation de la vitesse d’avance fil et de la tension de soudage entraîne une hausse de la dilution et une diminution de la teneur en FTC dans l’alliage nickel. Il en résulte que la productivité du GMAW comme procédé de dépôt reste limitée, car les meilleurs résultats métallurgiques sont obtenus à faible apport énergétique.
Pour améliorer cette productivité, il devient nécessaire de séparer l’apport de matière de l’apport de chaleur. L’utilisation d’un fil chaud additionnel, alimenté directement dans le bain, apparaît alors comme une solution prometteuse pour :
- extraire de la chaleur du bain,
- éviter l’interaction thermique directe entre l’arc et les FTC,
- et permettre un meilleur contrôle indépendant du dépôt et de la dilution.
Des études antérieures menées en GTAW assisté par fil chaud avaient déjà montré une réduction de la dégradation des FTC et une meilleure homogénéité de leur répartition. Des travaux sur le GMAW assisté par fil chaud avaient également mis en évidence une baisse de la dilution et une répartition plus homogène des phases dures, mais avec des vitesses de dépôt ne dépassant pas 6 kg/h, encore inférieures aux niveaux typiques du PTAW, de l’ordre de 12 kg/h.
En outre, la raison physique et métallurgique précise expliquant la diminution de dilution et l’homogénéisation de la distribution des phases dures n’avait pas encore été démontrée expérimentalement.
Les auteurs ont donc formulé les hypothèses suivantes :
- L’application d’un fil chaud additionnel pendant le GMAW diminue le taux de dilution en abaissant la température maximale du bain.
- La répartition de l’apport matière entre le fil électrode consommable et le fil chaud permet d’ajuster séparément la dilution et la vitesse de dépôt.
- L’introduction des FTC par le fil chaud réduit leur exposition thermique à l’arc et limite ainsi leur dégradation.
- La répartition homogène des phases dures en HW-GMAW résulte d’un écoulement modifié du bain par rapport au GMAW conventionnel.
Matériaux et méthodes
Équipement, matériaux et montage expérimental
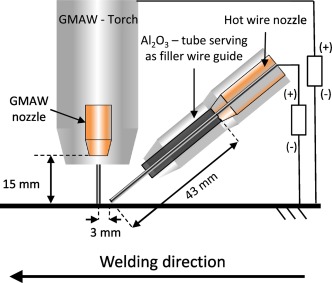
Les essais ont été réalisés avec une source GMAW Alpha Q 552. L’alimentation du fil chaud par chauffage résistif était assurée par une source Triton 260 TGD. La tension maximale a été limitée à 8 V afin d’éviter tout amorçage intempestif d’un arc sur le fil chaud.
Le déplacement du système était réalisé par un actionneur linéaire ISEL.
Le matériau d’apport utilisé, à la fois comme fil GMAW et comme fil chaud externe, était un fil fourré NiBSi de diamètre 1,2 mm contenant des FTC. Le gaz de protection était de l’argon additionné de 2 % de CO₂.
Le substrat était un acier non allié S355 J2+N, sous forme d’éprouvettes de 5 × 50 × 150 mm, avec une longueur utile de cordon fixée à 120 mm. Avant soudage, la surface était dégraissée à l’isopropanol puis bridée sur un montage refroidi par eau afin de garantir des conditions reproductibles.
Composition chimique du fil fourré Ni-FTC
La composition massique du fil étudié est donnée comme suit :
- Ni : reste
- C : 0,40 %
- Si : 1,20 %
- B : 2,05 %
- FTC : 55,00 %
Paramètres électriques
Les grandeurs suivantes ont été mesurées :
- courant de soudage IGMAW,
- tension de soudage UGMAW,
- courant du fil chaud IHW,
- tension du fil chaud UHW.
Les mesures ont été enregistrées au moyen d’un oscilloscope numérique Dewe 800 à une fréquence de 50 kHz. Ces données ont permis de calculer les puissances de procédé :PGMAW+HW=IGMAW⋅UGMAW+IHW⋅UHW PGMAW+HW=PGMAW+PHW
Des mesures tension-courant ont également été utilisées pour vérifier la continuité d’alimentation du fil chaud dans le bain. Un gouttage prématuré de l’extrémité du fil avant son entrée dans le bain se traduisait par des interruptions du profil de courant, ce qui permettait de corriger le réglage. Le courant du fil chaud était toujours ajusté en fonction de sa vitesse d’avance afin de maintenir le contact du fil avec le bain.
Mesure des températures et imagerie infrarouge
L’influence du fil chaud sur la température du bain GMAW a été étudiée à l’aide de thermocouples de type C (Pt-5%Re / Pt-26%Re), introduits directement dans le bain fondu. Leur alimentation était assurée par un mécanisme à ressort activé mécaniquement par le déplacement de la torche.
Des images infrarouges ont été réalisées avec une caméra ImageIR® 8300 afin d’obtenir des informations sur l’écoulement du bain et son influence sur la répartition des phases dures.
Examens métallographiques
Trois coupes transversales ont été prélevées sur chaque échantillon aux longueurs de cordon de 40, 50 et 60 mm, puis préparées par une procédure métallographique en plusieurs étapes.
À l’échelle macroscopique, les coupes ont été exploitées pour déterminer le taux de dilution. Après attaque au réactif de Murakami, les FTC apparaissaient en noir dans la matrice à base de nickel, permettant leur quantification automatique.
Un outil de traitement d’images sous Matlab a été employé pour mesurer la teneur en FTC en pourcentage surfacique (A%). La résolution des images était de 2,7 pixels/μm.
Essais d’usure
Pour comparer la résistance à l’usure entre GMAW et HW-GMAW, les auteurs ont réalisé un essai d’usure abrasive à deux corps, appelé Verschleißtopftest.
Trois éprouvettes de 15 × 15 × 25 mm ont été extraites de chaque rechargement plan et montées sur un support rotatif. Les éprouvettes ont été soumises pendant 12 heures à l’action d’un abrasif constitué de cristaux lavés d’oxyde de silicium de 4 à 6 mm de diamètre.
La vitesse relative de l’abrasif était comprise entre 2,9 et 3,2 m/s, correspondant à une vitesse de broche de 850 tr/min et une vitesse de rotation du récipient de 10 tr/min.
La résistance volumique spécifique à l’usure 1/WVR12 a été calculée à partir de la perte de masse et de la densité gravimétrique du rechargement, par rapport à un acier non allié S235 JR+N.
Domaine d’essai
Pour le GMAW conventionnel, des vitesses d’avance fil de 4 et 5 m/min ont été étudiées, pour des tensions allant de 18 à 30 V.
Dans le cas du HW-GMAW, l’apport matière a été réparti entre le fil électrode GMAW et le fil chaud. La somme des vitesses d’avance pouvait atteindre 20 m/min. Le procédé HW-GMAW était volontairement conduit avec des tensions relativement élevées sur l’électrode GMAW, afin de garantir une température et un volume de bain suffisants pour permettre la fusion correcte du fil chaud à son entrée dans le bain.
Résultats
Comportement du GMAW conventionnel
L’étude du GMAW conventionnel montre deux phénomènes marquants :
- les FTC ont tendance à ségréger dans la matrice du fait des différences de densité ;
- la dilution et la dissolution des FTC sont très fortement influencées par les paramètres de soudage.
Lorsque la vitesse d’avance du fil GMAW augmente de 4 à 5 m/min à tension constante, le taux de dilution augmente et la teneur en FTC diminue. De même, une augmentation de la tension de soudage à vitesse d’avance constante provoque une hausse de la dilution et une baisse de la teneur en FTC.
Les meilleurs résultats en teneur en FTC, environ 20 A%, sont obtenus dans une fenêtre de procédé à faible apport thermique, correspondant à un mode de transfert par court-circuit, avec :
- vGMAW=4m/min
- UGMAW=18 à 20V
Lorsque la tension augmente, la teneur en FTC décroît fortement jusqu’à environ 2 A%.
Ces résultats montrent clairement que le maintien d’une forte teneur en FTC avec le seul GMAW est incompatible avec des vitesses de dépôt élevées.
Influence du fil chaud sur la puissance et la température du bain
Pour comprendre l’effet du fil chaud, les auteurs ont comparé les puissances de procédé.
Un procédé GMAW avec une vitesse d’avance fil de 10 m/min présentait une puissance d’environ 7 kW. En remplaçant progressivement une partie du métal déposé par un fil chaud, la puissance totale PGMAW+HW a pu être réduite d’environ 7 à 5 kW, soit une baisse de 29 %.
La puissance maximale nécessaire au fil chaud n’était que d’environ 650 W, soit environ 15 % de la puissance GMAW pour des vitesses d’avance de 5 m/min.
L’application du fil chaud a également un effet direct sur la température maximale du bain, qui passe d’environ 1550 °C à 1400 °C, alors même que l’apport matière total est doublé, de 5 à 10 m/min.
Cela démontre l’efficacité du concept consistant à séparer l’apport de matière de l’apport énergétique.
Réduction de la dilution
Cette baisse de température a une conséquence immédiate sur la dilution.
À taux de dépôt comparable, autour de 6 kg/h, l’application d’un fil chaud permet de faire chuter le taux de dilution d’environ 27 % à 8 %.
Des essais supplémentaires menés avec différentes vitesses de soudage et vitesses d’avance fil ont montré qu’avec un rapport :vGMAW/vHW=1
il était possible d’atteindre des vitesses de dépôt allant jusqu’à 11,8 kg/h, tout en maintenant des taux de dilution compris entre 3 et 8 %.
Il apparaît également que, dans le domaine de paramètres testé, la vitesse de soudage vS influence peu la dilution.
Répartition des FTC et teneur obtenue
Le recours au fil chaud conduit aussi à une répartition plus homogène des FTC dans la matrice.
L’augmentation simultanée de la vitesse de soudage et des vitesses d’avance fil se traduit par une hausse du pourcentage de FTC dans la matrice. Des valeurs maximales d’environ 11 A% ont été obtenues pour des vitesses de soudage supérieures à 1000 mm/min et une vitesse de dépôt proche de 11,8 kg/h.
Cette valeur reste toutefois inférieure à la teneur maximale atteinte dans la meilleure fenêtre du GMAW conventionnel sur cordon isolé, où environ 20 A% avaient été mesurés.
Rechargements plans et essais d’usure
Pour rapprocher l’étude de conditions industrielles, les auteurs ont comparé des rechargements plans GMAW et HW-GMAW.
Le procédé HW-GMAW a été mis en œuvre avec :
- vGMAW=10m/min
- vHW=10m/min
- vS=1000mm/min
Le GMAW conventionnel a été réalisé dans sa fenêtre optimale :
- vGMAW=4m/min
- UGMAW=20V
- vS=240mm/min
Dans les deux cas, un taux de dilution voisin de 5 % a été obtenu. Toutefois, le taux de dépôt du HW-GMAW était cinq fois plus élevé.
La teneur en FTC du rechargement HW-GMAW atteignait environ 11,5 A%, alors que le rechargement GMAW ne montrait qu’environ 7,5 A%.
Ce résultat s’est traduit directement sur la résistance à l’usure :
- HW-GMAW : 1/WVR12=5,3
- GMAW : 1/WVR12=4,4
Le HW-GMAW offre donc, dans le cas des rechargements plans, une meilleure résistance à l’usure que le GMAW conventionnel.
Discussion
Facteurs de dégradation des FTC
Les résultats montrent que la teneur maximale en FTC obtenue en GMAW conventionnel n’est possible que dans une fenêtre étroite de faible apport thermique, à faible vitesse de dépôt et en mode de court-circuit.
L’un des mécanismes de perte des FTC est lié à la dilution, qui favorise leur dégradation et la formation de précipités riches en tungstène et en fer. Mais ce n’est pas le seul.
D’autres pertes sont dues :
- à l’effet de non-mouillage (nonwetting effect), dans lequel les FTC peuvent rebondir à la surface du bain sans y pénétrer ;
- aux projections ;
- et au mode de transfert du métal, le transfert globulaire conduisant à une dégradation plus avancée que le transfert en court-circuit.
Les auteurs considèrent donc que l’interaction directe entre l’arc et les FTC joue un rôle majeur dans leur dégradation thermique.
Apport du fil chaud
L’apport d’un fil chaud apparaît comme une solution efficace pour découpler le transfert d’énergie du transfert de matière et piloter la température du bain indépendamment de la vitesse de dépôt.
Le procédé permet ainsi d’obtenir des rechargements à faible dilution, autour de 5 %, pour des vitesses de dépôt jusqu’à 11,8 kg/h.
Cependant, le HW-GMAW n’atteint qu’environ la moitié de la teneur maximale en FTC observée dans la meilleure fenêtre du GMAW sur cordon isolé. Les auteurs montrent que cela s’explique par la dégradation thermique subie par les FTC lorsqu’ils transitent par l’arc.
En séparant expérimentalement l’apport des FTC entre le fil électrode GMAW et le fil chaud, ils observent que :
- les FTC introduits par le fil chaud conduisent à environ 9 A% dans le dépôt ;
- ceux introduits par le fil passant dans l’arc n’aboutissent qu’à environ 1,5 A%.
Autrement dit, l’introduction des FTC par le fil chaud est 5 à 6 fois plus efficace que par le fil électrode soumis directement à l’arc.
Répartition homogène des phases dures
Le fil chaud modifie l’écoulement du bain, qui devient plus circulaire et plus favorable au mélange homogène. Toutefois, cette seule modification ne suffit pas.
Les examens métallographiques montrent que l’homogénéité n’est vraiment obtenue que si deux conditions sont réunies :
- un écoulement du bain modifié favorisant le mélange ;
- une teneur en phases dures suffisamment élevée pour faire obstacle à leur ségrégation ultérieure.
Cas des rechargements plans
Les rechargements plans mettent en évidence un point essentiel : le comportement des couches déjà déposées.
En GMAW conventionnel, même lorsque le cordon isolé présente une forte teneur en FTC, les couches précédemment déposées subissent un remoulage lors du dépôt des passes voisines, ce qui accentue la dégradation des FTC et réduit la teneur finale à environ 7,5 A%.
En HW-GMAW, cet effet n’apparaît pratiquement pas. La limite entre les couches reste nette, ce qui montre l’absence de remoulage significatif des couches adjacentes. Cela explique que la teneur finale en FTC reste élevée, autour de 11,5 A%, et que la résistance à l’usure soit meilleure.
Conclusion et perspectives
L’application d’un fil chaud additionnel améliore nettement les caractéristiques du GMAW en permettant un contrôle de la température maximale du bain indépendamment de la vitesse de dépôt.
Cette séparation entre énergie et matière permet d’ajuster séparément :
- le taux de dépôt,
- le taux de dilution.
Il devient ainsi possible d’obtenir des rechargements avec :
- une dilution d’environ 5 %,
- une vitesse de dépôt jusqu’à 12 kg/h,
ce qui rapproche le procédé des performances du PTAW.
L’ajout du fil chaud agit également de manière déterminante sur le comportement des FTC :
- il réduit leur dégradation,
- il favorise une distribution plus homogène dans la matrice,
- il limite le remoulage des couches déjà déposées dans les rechargements plans,
- et il améliore la résistance finale à l’usure.
Les recommandations formulées par les auteurs pour maximiser la teneur en FTC en HW-GMAW sont les suivantes :
- vitesse de soudage vS≥1000 mm/minv_S \geq 1000 \, mm/minvS≥1000mm/min
- vitesses d’avance élevées vGMAW,vHW≥8 m/minv_{GMAW}, v_{HW} \geq 8 \, m/minvGMAW,vHW≥8m/min
Les travaux futurs envisagent l’emploi de fils de plus grand diamètre, jusqu’à 2,4 mm, ainsi qu’une différenciation plus poussée entre le fil chaud et le fil électrode, par exemple :
- fil chaud à plus forte teneur en FTC,
- fil électrode à teneur plus faible.