Retour d’expérience industriel sur les aciers inoxydables supermartensitiques 13%Cr dans la fabrication de tubes soudés
Méta-description : Analyse complète des aciers supermartensitiques 13%Cr : procédés de soudage, propriétés mécaniques, corrosion et limites industrielles en production de tubes longitudinaux.
1. Introduction
Les aciers inoxydables supermartensitiques 13%Cr se sont imposés dans l’industrie pétrolière et gazière grâce à leur excellente résistance à la corrosion en environnement « sweet » combinée à de bonnes propriétés mécaniques.
Initialement utilisés sous forme de tubes sans soudure, ces matériaux ont suscité un intérêt croissant pour la fabrication de tubes soudés longitudinalement, offrant des avantages économiques pour certaines dimensions.
2. Composition des aciers supermartensitiques
| Grade | Ni (%) | Cr (%) | Mo (%) | N (%) | C (%) |
|---|---|---|---|---|---|
| Lean | 2.5 | 11 | 0.1 | <0.012 | <0.015 |
| Medium | 4.5 | 12 | 1.5 | <0.012 | <0.015 |
| High | 6.5 | 12 | 2.5 | <0.012 | <0.015 |
Le grade moyen a été retenu pour qualification en raison de son compromis corrosion / résistance mécanique.
3. Procédés de soudage étudiés
- Soudage faisceau d’électrons (EBW)
- Soudage laser
- Soudage Plasma / TIG
- Soudage hybride Laser-MIG
Procédé retenu
Le procédé retenu combine :
- Racine TIG sans métal d’apport
- Remplissage Plasma avec fil Thermanit 13/06Mo
- Traitement thermique post-soudage (630°C / 3 min)
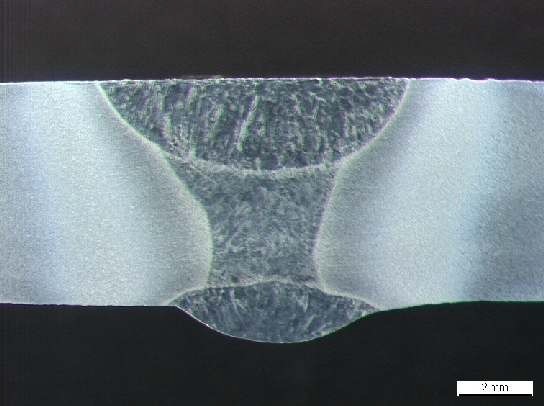
4. Microstructure du joint soudé
Figure 1 : Coupe métallographique du joint soudé Plasma-TIG (métal de base / ZAT / métal fondu)
5. Propriétés mécaniques
| Condition | Rp0.2 (MPa) | Rm (MPa) | Allongement (%) |
|---|---|---|---|
| Métal de base | 760 | 940 | 20-21 |
| Soudure | 733 | 824 | 13-17 |
Une chute notable de ductilité est observée après soudage, révélant la sensibilité du matériau aux cycles thermiques et au formage.
6. Résilience Charpy
| Zone | Énergie moyenne (J) |
|---|---|
| Métal de base | 89 |
| Soudure | 57 |
Les résultats montrent une dispersion importante, caractéristique des microstructures martensitiques.
7. Dureté
| Zone | Dureté HV |
|---|---|
| Métal de base | 250-265 |
| ZAT | 280-290 |
| Soudure | 300-350 |
8. Comportement en corrosion
Les essais réalisés en environnement NaCl + CO₂ + H₂S montrent :
- absence de corrosion localisée
- absence de fissuration
- bonne tenue en service « sweet »
9. Production industrielle
Figure 2 : Formage à froid du coil avant soudage
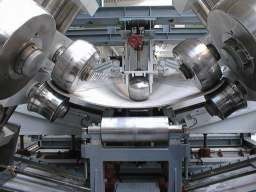
Figure 3 : Procédés de soudage utilisés en production continue
La production comprend :
- formage à froid
- soudage longitudinal
- traitement thermique
- contrôle non destructif
10. Difficultés industrielles
- contraintes internes élevées du coil
- déformation des bords
- sensibilité au formage
Les diamètres supérieurs à 12” et épaisseurs élevées restent critiques.
11. Analyse industrielle
Un compromis difficile existe entre :
- résistance mécanique élevée
- ductilité suffisante
La fenêtre de traitement thermique est très étroite.
12. Conclusion
Les aciers supermartensitiques 13%Cr présentent un potentiel industriel important, mais leur mise en œuvre reste délicate.
Leur utilisation est aujourd’hui limitée à :
- applications « sweet »
- épaisseurs modérées
- conditions maîtrisées
Références
Hoffmann T., Schüller B., Mühe I., Rommerskirchen H. — BUTTING GmbH — Supermartensitic Stainless Steel Pipe Production