PTA vs Laser Cladding vs TIG Hot Wire
Comparaison industrielle des procédés de rechargement
Comparaison complète des procédés de rechargement : PTA, laser cladding et TIG fil chaud. Analyse métallurgique, dilution, productivité et applications industrielles.
🔶 Introduction
Le rechargement métallique (cladding / hardfacing) est au cœur des industries :
- pétrole & gaz
- nucléaire
- énergie
- chimie
👉 L’objectif est toujours le même :
✔ résistance corrosion / usure
✔ maîtrise de la dilution
✔ performance métallurgique
Trois procédés dominent aujourd’hui :
- PTA (Plasma Transferred Arc)
- Laser Cladding
- TIG fil chaud (Hot Wire GTAW)
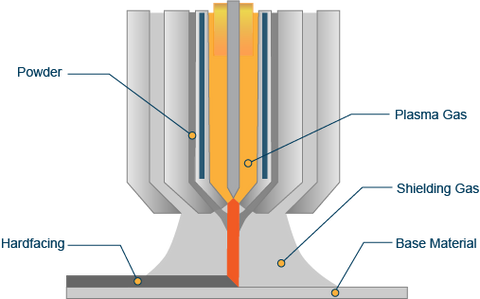
🔶 1. PTA (Plasma Transferred Arc)

🔬 Principe
- arc plasma constricté
- injection de poudre
- fusion contrôlée du substrat
🔷 Caractéristiques clés
✔ dilution : 5–10 %
✔ dépôt élevé
✔ bonne mouillabilité
✔ robustesse industrielle
🔷 Lecture métallurgique
- dilution maîtrisée
- structure dendritique fine
- bonne conservation des carbures
👉 typique : Stellite / Inconel 625
🏭 Applications
- sièges de vannes
- pièces offshore
- composants fortement sollicités
🔶 2. Laser Cladding
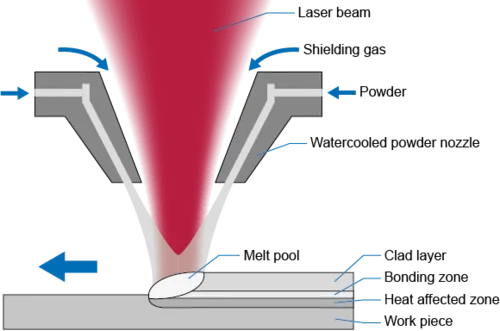
🔬 Principe
- faisceau laser focalisé
- bain très localisé
- injection poudre synchronisée
🔷 Caractéristiques clés
✔ dilution : 1–3 % (très faible)
✔ précision extrême
✔ faible ZAT
✔ faible déformation
🔷 Lecture métallurgique
- solidification ultra-rapide
- microstructure très fine
- excellente tenue corrosion
👉 idéal pour revêtements critiques
🏭 Applications
- aéronautique
- nucléaire
- réparation haute précision
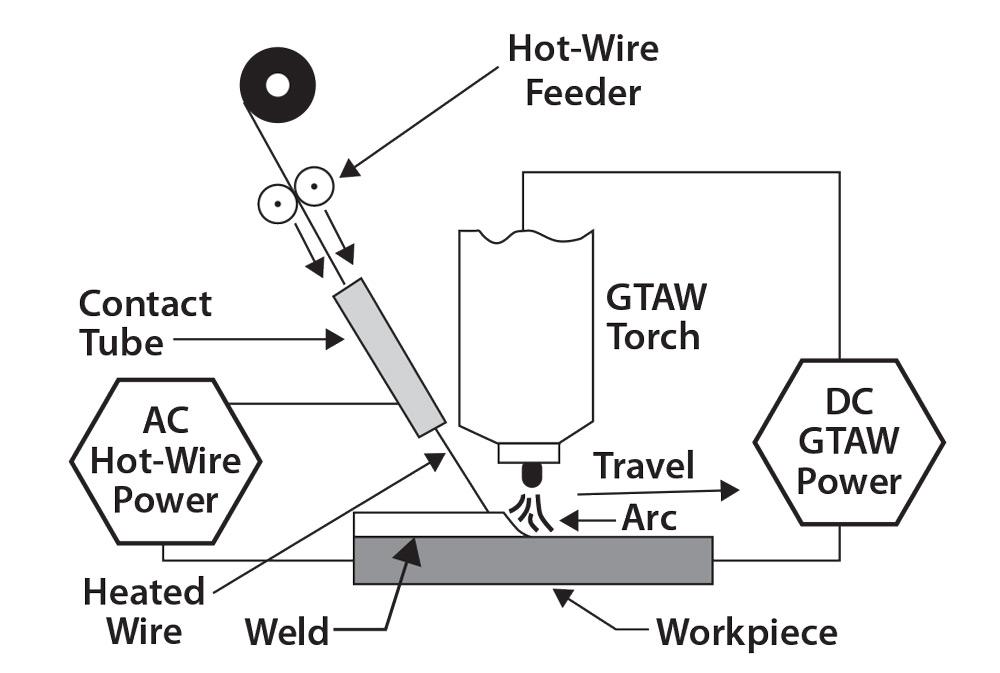
🔶 3. TIG fil chaud (Hot Wire GTAW)
4
🔬 Principe
- arc TIG classique
- fil préchauffé électriquement
- fusion contrôlée
🔷 Caractéristiques clés
✔ dilution : 5–8 %
✔ qualité métallurgique maximale
✔ faible défaut
✔ productivité modérée
🔷 Lecture métallurgique
- bain stable
- excellente fusion
- faible porosité
👉 procédé référence qualité
🏭 Applications
- cladding interne pipelines
- Inconel 625 anticorrosion
- nucléaire
🔶 4. Comparaison technique globale
| Critère | PTA | Laser Cladding | TIG Hot Wire |
|---|---|---|---|
| 🔥 Énergie | élevée | très élevée (localisée) | modérée |
| 📉 Dilution | 5–10 % | 1–3 % | 5–8 % |
| ⚙️ Productivité | élevée | moyenne | faible |
| 🎯 Précision | bonne | excellente | excellente |
| 🧪 Microstructure | fine | très fine | très propre |
| 💰 Coût | modéré | élevé | modéré |
| 🔧 Robustesse | très élevée | sensible | élevée |
🔶 5. Lecture industrielle
👉 PTA
= meilleur compromis industrie lourde
👉 Laser
= haute précision / faible dilution
👉 TIG Hot Wire
= qualité métallurgique maximale
🔷 Lecture stratégique
- offshore / pétrole → PTA dominant
- nucléaire / corrosion critique → TIG HW
- réparation haute valeur → laser
🔶 6. Analyse métallurgique comparative
🔬 Dilution
- laser → quasi nulle
- PTA → contrôlée
- TIG → dépend opérateur/process
🔬 Solidification
- laser → très rapide → grains fins
- PTA → intermédiaire
- TIG → plus lent → structure stable
🔬 Défauts
| Procédé | Risques |
|---|---|
| PTA | dilution excessive |
| Laser | fissuration thermique |
| TIG | manque de productivité |
🔶 7. Conclusion
👉 Aucun procédé n’est universel.
Le choix dépend de :
- la métallurgie
- la géométrie
- la productivité
- le coût
Synthèse finale
✔ PTA = industriel robuste
✔ Laser = précision ultime
✔ TIG Hot Wire = qualité maximale
PTA vs laser cladding vs TIG hot wire
- plasma transferred arc cladding industrial valve stellite
- laser cladding microstructure low dilution coating
- TIG hot wire inconel 625 pipeline cladding