Procédé hybride Plasma-GMAW (Super-MIG®) : développement pour le soudage des aciers navals en chanfrein étroit
Analyse technique complète du procédé hybride Plasma-GMAW (Super-MIG®) appliqué au soudage des aciers navals. Étude des performances en chanfrein étroit, gains de productivité, réduction du nombre de passes, comportement métallurgique et perspectives industrielles.
Mots-clés :
Plasma-GMAW, Super-MIG, soudage hybride, chanfrein étroit, narrow groove welding, soudage naval, acier A36, EH36, DH36, soudage plasma MIG, productivité soudage, ZAT, soudage en une passe
Introduction
Le soudage des structures navales lourdes impose simultanément des exigences de productivité, de qualité métallurgique et de maîtrise des déformations. Dans ce contexte, la réduction des volumes de métal déposé constitue un levier industriel majeur. C’est précisément dans cette logique que s’inscrit le procédé hybride Plasma-GMAW, commercialisé sous l’appellation Super-MIG®.
Ce développement visait à démontrer la faisabilité du soudage en chanfrein étroit sur des aciers typiques de construction navale, avec des objectifs très clairs :
- réduire l’angle de préparation des joints,
- réaliser des soudures en une seule passe lorsque cela est possible,
- diminuer l’énergie globale injectée,
- limiter la largeur de la zone affectée thermiquement,
- augmenter la vitesse de production.
Le document d’origine montre que cette approche ne relève pas d’un simple raffinement du MIG conventionnel. Elle traduit une véritable évolution vers les procédés hybrides à haute densité énergétique, dans lesquels l’énergie de pénétration et l’apport de métal sont partiellement dissociés puis recombinés dans une même tête de soudage.
1. Principe du procédé hybride Plasma-GMAW (Super-MIG®)
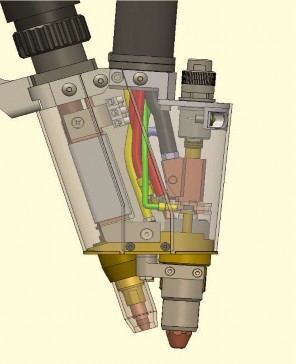
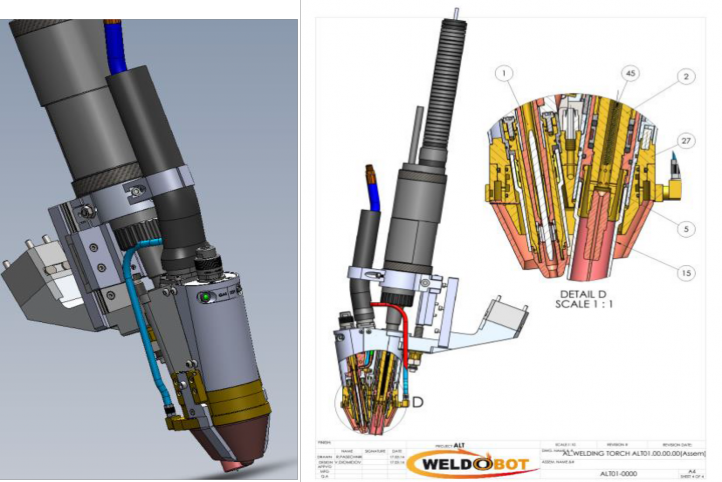
La technologie Super-MIG®, initialement développée et brevetée par PLT puis reprise par Heller Industries / Weldobot, associe dans une même torche :
- un arc plasma, placé en position avant,
- un arc GMAW suiveur, utilisant un fil électrode fusible.
Cette configuration permet de combiner deux effets complémentaires :
- le plasma prépare, préchauffe et pénètre profondément le joint,
- le MIG apporte le métal fondu avec un taux de dépôt élevé.
Autrement dit, le plasma apporte la densité énergétique et la focalisation thermique, tandis que le GMAW apporte la matière et la productivité. Le principe est particulièrement intéressant dès lors que l’on cherche à travailler avec des chanfreins très fermés, voire avec une préparation minimale.

Sur le plan physique, ce procédé peut être interprété comme une forme de bain de fusion assisté : le plasma ouvre et chauffe efficacement la zone de jonction, tandis que l’arc MIG complète le remplissage sans exiger un angle de chanfrein aussi large que dans un procédé GMAW seul.
2. Objectifs de l’étude expérimentale
Les objectifs assignés au programme étaient les suivants :
- évaluer le potentiel du procédé pour produire des soudures en chanfrein étroit dans des aciers navals typiques,
- optimiser les géométries de joint,
- déterminer les paramètres de soudage adaptés aux différentes épaisseurs,
- étendre à terme l’approche aux alliages d’aluminium utilisés dans la construction navale.
Les essais ont porté sur trois familles de configurations en position à plat :
- plaques de 1/4″ avec chanfreins de 5 à 15°,
- plaques de 1/2″ avec configurations de 0 à 30°,
- plaques de 1″ avec double chanfrein en V.
3. Équipements et matériaux d’essai
3.1 Équipements
- torche Super-MIG® HD montée sur banc linéaire,
- source GMAW Lincoln 500 A,
- armoire de commande PAW alimentée par deux sources Miller CST 280.
3.2 Matériaux
- acier A36, épaisseur 1/4″,
- acier EH36, épaisseur 1/2″,
- acier DH36, épaisseur 1″,
- fil d’apport AWS ER70S, diamètre 0.062″.
Ces matériaux couvrent des cas représentatifs des assemblages navals, depuis les tôles relativement fines jusqu’aux sections plus massives nécessitant classiquement plusieurs passes.
4. Développement du soudage à plat sur plaques de 1/4″
La première série d’essais avait pour objectif de déterminer si le procédé hybride pouvait assurer une pénétration complète dans des joints extrêmement étroits. Des plaques d’acier A36 de 1/4″ ont été préparées avec des chanfreins usinés de 5°, 10° et 15°.
Le résultat essentiel est le suivant : le procédé Super-MIG® a permis d’obtenir des soudures acceptables dès 5° d’angle inclus, alors que les essais comparatifs en GMAW seul se sont révélés non acceptables à 5° et 10°, imposant de revenir à 15°.
Cette observation est importante. Elle signifie que l’apport du plasma ne se limite pas à un simple renforcement énergétique : il modifie réellement la capacité du procédé à travailler en chanfrein ultra étroit, ce qui réduit directement le volume de métal fondu nécessaire.
| Procédé | Référence | Angle inclus | Épaisseur | Type de soudage | Vitesse d’avance | Conclusion |
|---|---|---|---|---|---|---|
| Plasma-GMAW | LIN 076 | 5° | 1/4″ | 1 passe | 24 in/min | Acceptable |
| GMAW seul | LIN 105 | 15° | 1/4″ | 1 passe | 22.5 in/min | Acceptable à angle plus ouvert |
Les macrographies présentées dans le document original montrent également une zone affectée thermiquement relativement resserrée et un profil de pénétration bien adapté à la logique du chanfrein étroit.
5. Essais sans chanfrein : joints à 90° sur 1/4″
Après avoir démontré la faisabilité sur des chanfreins très étroits, les auteurs ont cherché à aller plus loin en testant des soudures sans véritable chanfrein, sur bords droits à 90°, avec un jeu de racine de 0.035″ et utilisation d’un support céramique.
Trois conditions ont été étudiées :
- bords usinés avec suppression complète de la calamine,
- bords sans préparation, avec calamine conservée,
- face usinée mais surfaces latérales conservant la calamine.
Les résultats montrent que le procédé hybride a été capable de produire des soudures satisfaisantes dans ces trois cas. Cela suggère une relative robustesse vis-à-vis de l’état de surface, point important dans une logique industrielle réelle où les opérations de préparation peuvent être coûteuses.
| Référence | Préparation | Plasma | GMAW | Vitesse | Conclusion |
|---|---|---|---|---|---|
| LIN 113 | 90° usiné, calamine enlevée | 140 A / 22 V | 225 A / 380 ipm | 27 in/min | Acceptable |
| LIN 116 | Sans préparation, calamine conservée | 140 A / 21.8 V | 225 A / 378 ipm | 28 in/min | Acceptable |
| LIN 119 | Face usinée, surfaces avec calamine | 140 A / 21.2 V | 225 A / 392 ipm | 27 in/min | Acceptable |
Le document précise également que la dureté de la ZAT augmente progressivement du métal de base vers le métal fondu, avec une légère diminution au centre de la soudure non préparée. Cette remarque suggère des différences de cycle thermique et de vitesse de refroidissement au cœur du cordon.
6. Développement sur plaques de 1/2″
Les travaux ont ensuite porté sur des plaques plus épaisses, en l’occurrence des tôles de 1/2″. Plusieurs géométries de joint ont été étudiées :
- bord droit à 90°,
- chanfrein à 10°,
- chanfrein à 30°.
Les résultats ont montré que les configurations à 0° et 10° ne permettaient pas d’obtenir des soudures satisfaisantes. En revanche, un chanfrein de 30° avec une ouverture de racine de 0.060″ et un support cuivre a permis d’obtenir une soudure en une seule passe.
Pour comparaison, des soudures GMAW seules ont été réalisées en deux passes sur un angle de 60°.
| Procédé | Référence | Angle inclus | Nombre de passes | Vitesse | Remarque |
|---|---|---|---|---|---|
| Plasma-GMAW | LIN 153 | 30° | 1 | 17 in/min | Réussite avec support cuivre |
| GMAW seul | LIN 158 | 60° | 2 | 16 puis 13 in/min | Comparaison conventionnelle |
Le point industriel le plus important est ici la réduction simultanée de l’angle de chanfrein et du nombre de passes. Le document indique un gain d’environ 50 % de vitesse globale, ce qui est considérable dans un environnement de production.
7. Développement sur plaques de 1″
La dernière étape du développement en position à plat concernait des plaques de 1″ d’épaisseur, préparées en double chanfrein en V à 30° avec un talon de racine de 0.080″.
Le procédé Super-MIG® a permis de réaliser une soudure en une passe par face, à une vitesse d’environ 15 in/min. Les essais comparatifs en GMAW seul nécessitaient, eux, deux passes par face sur des doubles V à 50°.
| Procédé | Angle | Faces | Passes par face | Vitesse | Observation |
|---|---|---|---|---|---|
| Plasma-GMAW | 30° double V | 2 | 1 | 15 in/min | Acceptable |
| GMAW seul | 50° double V | 2 | 2 | 12.5 à 14.5 in/min | Plus lourd en métal déposé |
Du point de vue de l’ingénierie de fabrication, le bénéfice est majeur. Ce n’est pas seulement une question de vitesse d’avance. Le gain réel réside dans la réduction du volume de soudure, donc du temps d’arc total, des retraits, des contraintes internes et des opérations de reprise.
8. Développement en position verticale montante
Le document présente ensuite une seconde phase de développement, consacrée au soudage en position verticale montante sur plaques de type ST-37 / A36 d’environ 3/8″, avec un chanfrein de 40°.
Les premiers essais ont été réalisés chez Weldobot en Israël, à l’aide d’une torche Super-MIG® HD montée sur manipulateur robotisé, avec source Fronius TransPuls Synergic 5000 pour le GMAW et alimentation plasma dédiée.
Les résultats initiaux montrent :
- une bonne pénétration à la racine,
- mais un remplissage incomplet du joint.
La cause identifiée est le faible diamètre du fil utilisé, soit 0.045″, jugé insuffisant pour assurer simultanément la pénétration et le volume de métal requis en position verticale.
| Référence | Angle | Fil | Backing | Résultat |
|---|---|---|---|---|
| VertST37-1 | 40° | 0.045″ | Sans backing | Bonne racine, remplissage incomplet |
| VertST37-2 | 40° | 0.045″ | Céramique | Bonne racine, remplissage incomplet |
| VertST37-3 | 40° | 0.045″ | Céramique | Bonne racine, remplissage incomplet |
Sur le fond, cette difficulté est cohérente avec la logique du procédé. Le plasma assure correctement la racine, mais la composante GMAW doit encore fournir un débit métallique suffisant pour compléter le remplissage dans une position plus sévère du point de vue gravitaire.
9. Développement du procédé pour l’aluminium
Le programme prévoyait également une extension du concept aux alliages d’aluminium, notamment des séries 5000 et 6000, dans des épaisseurs comprises entre 1/4″ et 1″.
L’intérêt du plasma est ici particulièrement clair :
- il aide à détruire la couche d’oxyde,
- il améliore les conditions de fusion,
- il peut contribuer à réduire la largeur de la ZAT,
- il ouvre la voie à des vitesses de soudage élevées.
Le système prévu pour l’aluminium devait utiliser une alimentation AC pour la torche plasma, tout en conservant une architecture proche de la tête HD utilisée sur acier.
10. Évolution du système : SuperFlexHead®
À partir des leçons tirées des premiers essais, Weldobot a engagé le développement d’une nouvelle tête, dénommée SuperFlexHead®. L’idée centrale est de rendre ajustable la position relative des deux vecteurs de procédé, plasma et GMAW.
Les options de réglage envisagées sont :
- réglage mécanique fixe,
- servo-moteur,
- oscillation motorisée,
- pilotage par champ magnétique.
L’objectif est de permettre au plasma de préchauffer et fondre plus efficacement les lèvres du joint sans augmenter l’apport thermique global. Cette évolution est importante car elle montre que le procédé n’est pas figé : il tend vers une maîtrise plus fine du couplage entre l’arc de pénétration et l’arc de remplissage.
11. Discussion technique
Le grand intérêt du procédé Plasma-GMAW réside dans le fait qu’il cherche à résoudre une contradiction classique du soudage à l’arc :
- les procédés à forte pénétration ne sont pas toujours ceux qui offrent le meilleur taux de dépôt,
- les procédés très productifs ne sont pas nécessairement adaptés au chanfrein étroit sévère.
Le Super-MIG® tente précisément de concilier ces deux exigences. Le plasma ouvre le chemin thermique, tandis que le GMAW apporte rapidement la matière. Le résultat le plus spectaculaire n’est pas seulement l’augmentation de la vitesse, mais la possibilité de réduire radicalement le volume de métal déposé.
Dans l’industrie lourde, c’est un point fondamental. Réduire le volume de soudure signifie aussi :
- moins de temps d’arc,
- moins de déformation,
- moins de contraintes résiduelles,
- moins de consommation de métal d’apport,
- moins de nettoyage entre passes,
- moins de reprises potentielles.
On comprend alors que ce procédé s’inscrit dans la famille des approches hybrides modernes, au même titre que certaines logiques de Laser-MIG, de Plasma keyhole assisté ou, plus loin encore, de procédés à haute densité énergétique destinés à diminuer drastiquement la préparation des joints.
12. Conclusion
L’étude démontre que le procédé hybride Plasma-GMAW (Super-MIG®) possède un réel potentiel pour le soudage des aciers navals en chanfrein étroit.
Les résultats les plus marquants sont les suivants :
- sur tôle de 1/4″, des soudures acceptables ont été obtenues avec des angles extrêmement faibles, jusqu’à 5°,
- sur tôle de 1/2″, une soudure en une seule passe a été réalisée à 30°, là où un GMAW seul imposait un angle bien plus ouvert et plusieurs passes,
- sur tôle de 1″, le procédé a permis un soudage en une passe par face, contre deux passes par face en procédé conventionnel,
- le développement vertical montre une faisabilité partielle, avec une bonne racine mais un besoin d’optimisation du débit de métal,
- l’extension vers l’aluminium ouvre des perspectives industrielles importantes.
Au-delà des chiffres, le message essentiel est clair : le procédé hybride ne constitue pas seulement un moyen d’aller plus vite. Il constitue surtout un moyen de souder moins de volume pour obtenir plus d’efficacité industrielle.
Référence source
Akans, R. E., Williams, B. Development and Demonstration of Plasma-GMA Welding Process for Shipbuilding Applications, Defense Manufacturing Conference, Denver, Colorado, 28 November 2016, Concurrent Technologies Corporation.