
PROCÉDÉ FRIEX — SOUDAGE PAR FRICTION HYBRIDE AVEC FORGEAGE EXPLOSIF POUR PIPELINES
🔬 Analyse métallurgique et procédés
🔷 RÉSUMÉ
Le procédé FRIEX constitue une technologie innovante de soudage à l’état solide combinant :
- une génération thermique par friction
- un forgeage axial dynamique par explosion
Développé pour les pipelines, ce procédé permet de réaliser des soudures circulaires sans rotation des tubes, avec :
- une intégrité métallurgique élevée
- l’absence de défauts liés à la fusion
- une conformité aux normes API et EN

🔷 1. INTRODUCTION
Le soudage par friction classique est limité par la nécessité de mettre une pièce en rotation.
Le procédé FRIEX introduit une solution élégante :
👉 dissociation rotation / pièces
👉 utilisation d’un anneau intermédiaire tournant
👉 consolidation par forgeage explosif contrôlé
🔷 2. DESCRIPTION DU PROCÉDÉ
🖼️ Figure 1 — Schéma du procédé FRIEX
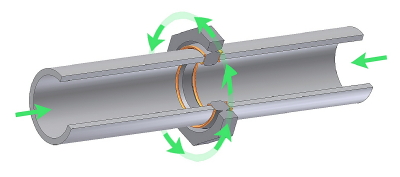
🔶 2.1 Phase de friction
La chaleur est générée par frottement :Q=μ⋅P⋅v⋅t
- μ : coefficient de friction
- P : pression
- v : vitesse
- t : temps
👉 Température < solidus → pas de fusion
🔶 2.2 Phase de forgeage explosif
- arrêt de la rotation
- application d’une impulsion axiale
- consolidation par déformation plastique sévère
🔷 3. PHÉNOMÈNES THERMOMÉCANIQUES
🔬 3.1 Champ thermique
- échauffement localisé
- gradients thermiques élevés
- ZAT très réduite
🔬 3.2 Écoulement plastique
- cisaillement intense
- extrusion de matière
- fermeture des porosités
🔷 4. ÉVOLUTION MICROSTRUCTURALE
🖼️ Figure 2 — Interface de soudure (macro/micro)

🔶 4.1 Interface
- absence de zone fondue
- absence de dendrites
- absence de ségrégation
🔶 4.2 Structure des grains
- recristallisation dynamique
- grains ultrafins
- structure ferritique raffinée
🔶 4.3 Comparaison avec soudage par fusion
| Phénomène | Soudage fusion | FRIEX |
|---|---|---|
| Solidification | Oui | Non |
| Ségrégation | Oui | Non |
| Fissuration à chaud | Possible | Éliminée |
| ZAT | Large | Très faible |
🔷 5. PERFORMANCES MÉCANIQUES
🔬 5.1 Matériaux testés
- API X42
- API X52
- API X70
🔬 5.2 Résultats
| Essai | Résultat |
|---|---|
| Traction | rupture hors joint |
| Résilience | élevée |
| Dureté | homogène |
| Pliage | conforme |
⏱️ Temps de cycle
- friction : 20 s
- forgeage : 10 s
- total : 30 s
👉 productivité exceptionnelle
🔷 6. MODÉLISATION NUMÉRIQUE
🖼️ Figure 3 — Simulation éléments finis

🔬 6.1 Modélisation
- FEM couplé :
- thermique
- mécanique
- plasticité
🔬 6.2 Paramètres critiques
- vitesse rotation
- pression
- durée friction
- intensité forgeage
✔ Validation
👉 excellente corrélation simulation / essais
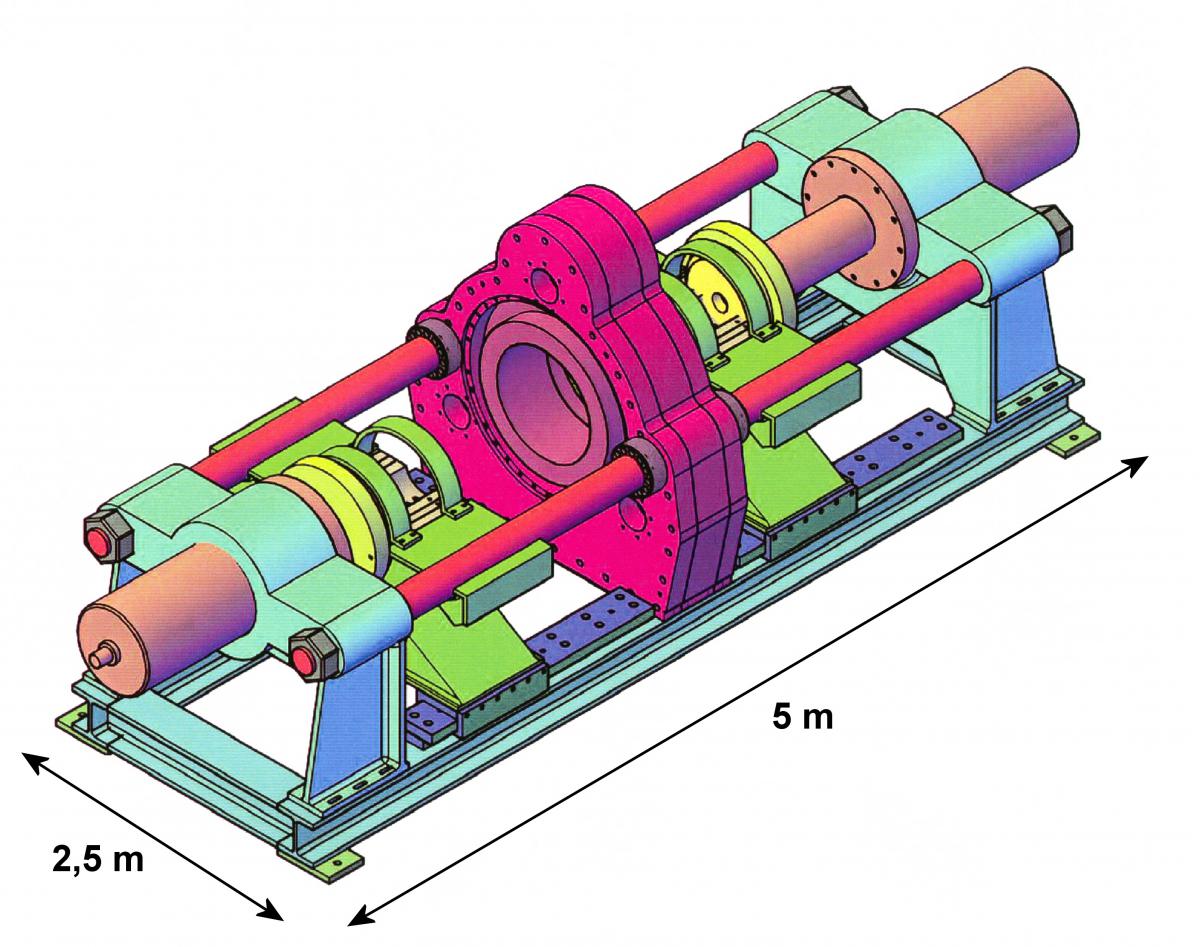
🔷 7. MONTÉE EN ÉCHELLE INDUSTRIELLE
🔬 7.1 Essais grande échelle
- traction + pression interne
- chargement biaxial
🔷 8. LIMITES ET VERROUS TECHNOLOGIQUES
⚠️ 8.1 Contrôle de l’explosion
- répétabilité
- sécurité
- synchronisation
⚠️ 8.2 Anneau de soudage
- matériau
- géométrie
- comportement thermomécanique
⚠️ 8.3 Alignement
- critique pour grands diamètres
- tolérances très serrées
🔷 9. POSITIONNEMENT COMPARATIF
| Procédé | État solide | Vitesse | Maturité |
|---|---|---|---|
| FSW | Oui | Moyenne | Élevée |
| EBW | Non | Très élevée | Élevée |
| Flash Butt | Partiel | Élevée | Élevée |
| FRIEX | Oui | Très élevée | Émergent |
🔷 10. DISCUSSION — ANALYSE EXPERT
👉 Métallurgiquement :
- procédé quasi idéal
- suppression des défauts de solidification
- microstructure très fine
👉 Industriellement :
- potentiel très élevé
- mais dépend fortement :
- du système machine
- de la sécurité
- de la robustesse process
🔷 11. CONCLUSION
Le procédé FRIEX démontre :
✔ faisabilité du soudage pipeline à l’état solide
✔ très haute productivité
✔ excellentes propriétés mécaniques
✔ modélisation fiable