Procédé de soudage -VPPAW (Variable Polarity Plasma Arc Welding)
Le soudage plasma avancé pour aluminium et applications critiques
🔷 Introduction
Le soudage de l’aluminium pose des défis fondamentaux :
- présence d’une couche d’oxyde Al₂O₃ très stable
- conductivité thermique élevée
- forte sensibilité à la porosité
- instabilité du bain
Le procédé VPPAW a été développé pour répondre à ces contraintes en combinant :
👉 énergie plasma concentrée
👉 nettoyage électrochimique
👉 fonctionnement en mode keyhole
👉 Il s’agit d’un procédé hautement technologique, utilisé notamment en aéronautique et spatial.
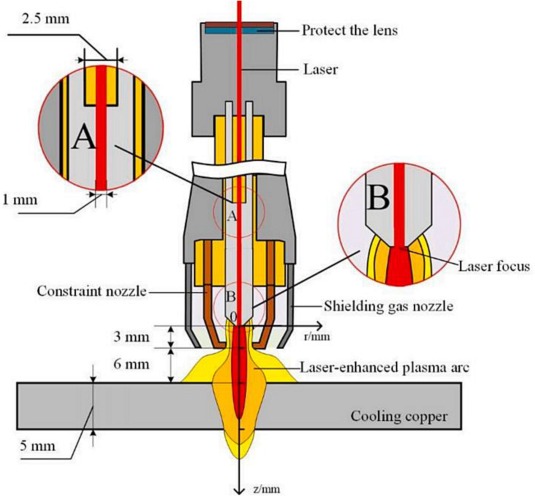
🔷 1. Principe du procédé VPPAW

Le VPPAW est une évolution du soudage plasma :
👉 avec polarité variable
Deux phases alternées :
- DCEN (Electrode Negative)
- DCEP (Electrode Positive)
🔬 Lecture physique
Le plasma est un arc construit et confiné :
- densité d’énergie très élevée
- jet plasma directionnel
- forte pression d’arc
👉 Cela permet :
- pénétration élevée
- stabilité du keyhole
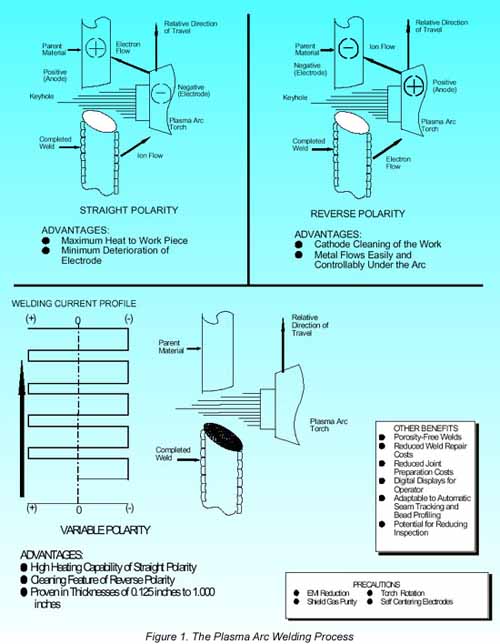
🔷 2. Rôle des polarités
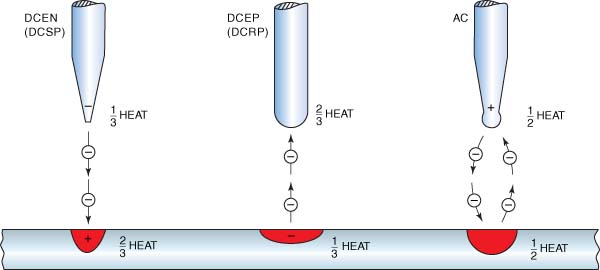


✔ Phase DCEN (électrode négative)
- énergie concentrée dans la pièce
- forte pénétration
- formation du keyhole
✔ Phase DCEP (électrode positive)
- bombardement ionique de la surface
- nettoyage cathodique
- élimination de l’oxyde Al₂O₃
🔬 Point fondamental (AWS)
👉 L’alumine (Al₂O₃) fond à ~2050°C
👉 L’aluminium fond à ~660°C
➡ impossible de souder correctement sans éliminer cet oxyde
🔬 Apport du VPPAW
👉 alternance rapide DCEN/DCEP :
- pénétration + nettoyage simultané
- stabilité du bain
- suppression des défauts liés à l’oxyde
🔷 3. Cycle de fonctionnement

Le cycle typique est :
- phase DCEN → pénétration
- phase DCEP → nettoyage
- répétition rapide (millisecondes)
🔬 Lecture physique
👉 système oscillant stabilisé
Le bain est en permanence :
- nettoyé
- alimenté thermiquement
- stabilisé
🔷 4. Mode keyhole plasma

Le VPPAW fonctionne souvent en :
👉 mode keyhole plasma
Caractéristiques :
- arc très concentré
- canal traversant
- fermeture du bain derrière
🔬 Comparaison TIG vs Plasma
| Paramètre | TIG | Plasma |
|---|---|---|
| Densité d’énergie | Moyenne | Très élevée |
| Stabilité | Bonne | Très élevée |
| Pénétration | Faible | Élevée |
👉 Le plasma permet un keyhole plus stable que TIG
🔷 5. Performances
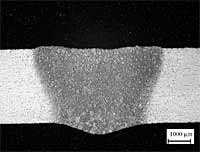

✔ Épaisseur
👉 jusqu’à 20–25 mm en une passe (aluminium)
✔ Qualité
- très faible porosité
- excellente homogénéité
- intégrité structurale élevée
✔ Répétabilité
- procédé automatisé
- stabilité exceptionnelle
🔬 Lecture 👉 refroidissement contrôlé
👉 structure fine
👉 faible défaut interne
🔷 6. Métallurgie de l’aluminium
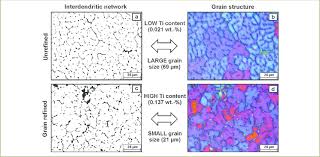

✔ Problèmes majeurs
- porosité (hydrogène)
- oxyde Al₂O₃
- fissuration
✔ Apport du VPPAW
✔ nettoyage actif (DCEP)
✔ stabilité du bain
✔ dégazage amélioré
🔬 Lecture métallurgique
👉 réduction des inclusions d’oxyde
👉 limitation de la porosité
👉 solidification plus homogène
🔷 7. Applications industrielles
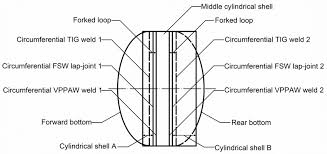
Applications principales :
✔ aéronautique
✔ spatial (réservoirs cryogéniques)
✔ structures aluminium critiques
✔ équipements sous pression
🔬 Lecture
Le VPPAW est utilisé lorsque :
👉 défaillance interdite
👉 qualité maximale exigée
👉 répétabilité industrielle critique
🔷 8. Limites du procédé
❌ complexité élevée
❌ coût important
❌ paramétrage très exigeant
👉 nécessite :
- automatisation
- contrôle précis
- environnement maîtrisé
🎯 Conclusion
Le VPPAW est l’un des procédés les plus avancés du soudage à l’arc.
👉 Il permet :
- soudage aluminium haute intégrité
- pénétration élevée
- contrôle métallurgique optimal
👉 mais impose :
- une maîtrise technique élevée
- un environnement industriel adapté
🔬 Vision expert
Le VPPAW n’est pas un procédé “généraliste”.
👉 C’est un procédé de très haute exigence, réservé aux applications où :
- la qualité est critique
- les défauts sont inacceptables
- la répétabilité est obligatoire