Procédé de soudage – TOPTIG
Le TIG haute vitesse avec transfert métallique contrôlé
🔷 Introduction
Le procédé TIG (GTAW) est historiquement limité en productivité en raison :
- d’un apport de métal lent
- d’un transfert peu dynamique
- d’une dépendance forte à l’opérateur
Le procédé TOPTIG constitue une évolution majeure visant à dépasser ces limitations :
👉 augmentation significative de la vitesse de soudage
👉 amélioration du transfert métallique
👉 conservation de la qualité TIG
👉 Il s’agit d’un procédé hybride, positionné entre TIG et MIG/MAG, mais conservant une logique TIG dominante.
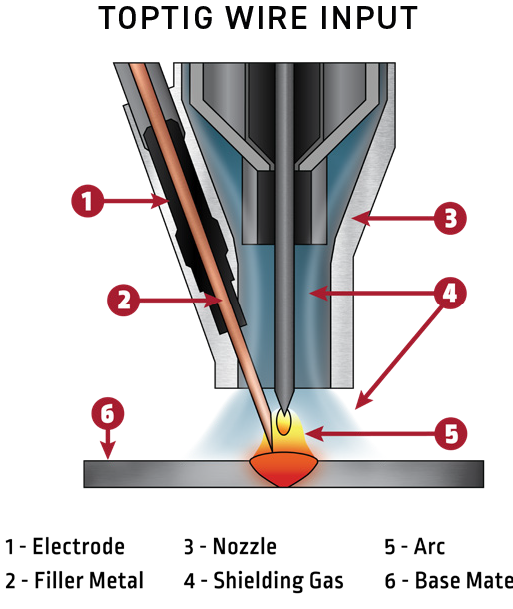
🔷 1. Principe du procédé TOPTIG
La particularité fondamentale du TOPTIG est :
👉 l’injection du fil dans l’axe de l’arc
Contrairement au TIG classique :
- le fil n’est plus introduit latéralement
- il est injecté directement dans la zone plasma la plus énergétique
🔬 Lecture physique
L’axe de l’arc correspond à :
- la zone de densité de courant maximale
- la zone de température maximale
- la zone de pression d’arc la plus élevée
👉 L’injection dans cette zone modifie profondément :
- la fusion du fil
- la dynamique du bain
- le transfert métallique
🔷 2. Mécanisme du transfert métallique

Le TOPTIG permet un contrôle fin du transfert du métal d’apport.
Deux régimes principaux sont observés :
✔ Mode 1 — Transfert par pont métallique continu
- contact permanent fil / bain
- alimentation stable
- absence totale de projections
👉 Mode privilégié pour :
- qualité maximale
- stabilité extrême
- cordons réguliers
✔ Mode 2 — Transfert par gouttes
- formation d’une goutte en bout de fil
- détachement périodique
- interaction dynamique avec le bain
👉 Effets :
- agitation du bain
- amélioration du dégazage
- homogénéisation de la structure
🔬 Analyse
Ce comportement intermédiaire se situe entre :
- le transfert contrôlé du TIG
- le transfert dirigé du MIG
👉 mais sans régime instable de type globulaire
🔷 3. Comportement du bain de fusion
4
L’injection axiale du fil induit :
✔ concentration énergétique accrue
✔ alimentation directe du bain
✔ stabilisation du régime thermique
🔬 Lecture métallurgique
Conséquences observées :
- mouillage amélioré
- réduction des défauts de bord
- meilleure reproductibilité
👉 Le bain devient plus pilotable et moins sensible aux perturbations
🔷 4. Gains industriels
✔ Vitesse de soudage
👉 nettement supérieure au TIG
👉 proche du MIG sur tôles fines
✔ Productivité
- augmentation du taux de dépôt
- réduction du temps opératoire
✔ Qualité
- absence de projections
- finition de cordon excellente
- pas de nettoyage post-soudage
👉 Point clé :
TOPTIG permet d’augmenter la productivité sans dégrader la qualité
🔷 5. Comparaison TIG / MIG / TOPTIG
| Critère | TIG | MIG/MAG | TOPTIG |
|---|---|---|---|
| Qualité | Excellente | Bonne | Excellente |
| Productivité | Faible | Élevée | Élevée |
| Projections | Aucune | Présentes | Aucune |
| Contrôle du bain | Très élevé | Moyen | Élevé |
| Finition | Excellente | Moyenne | Excellente |
🔷 6. Paramètres clés du procédé
🔧 Position du fil (critique)
→ conditionne le transfert
🔧 Vitesse de dévidage
→ contrôle le régime de dépôt
🔧 Intensité d’arc
→ contrôle pénétration et stabilité
🔧 Vitesse d’avance
→ influence la géométrie du cordon
🔬 Lecture
Le TOPTIG est un procédé hautement sensible à la géométrie du système :
👉 l’alignement fil / arc est déterminant
🔷 7. Limites du procédé
❌ Torche spécifique
❌ Paramétrage fin
❌ Sensibilité à l’alignement
👉 Lecture industrielle :
Le procédé nécessite :
- automatisation ou mécanisation
- maîtrise avancée du réglage
🔷 8. Applications industrielles
Domaines privilégiés :
✔ inox tôles fines
✔ agroalimentaire
✔ pharmaceutique
✔ aéronautique
✔ applications esthétiques
🔬 Lecture
TOPTIG est idéal lorsque :
👉 finition parfaite requise
👉 absence totale de projections
👉 haute répétabilité
🎯 Conclusion
Le TOPTIG représente une évolution majeure du TIG :
👉 il combine :
- qualité du TIG
- productivité du MIG
👉 tout en supprimant :
- les projections
- les instabilités de transfert
🔬 Vision expert
Le TOPTIG n’est pas une simple amélioration.
👉 C’est une reconfiguration du mode d’apport métal en TIG, basée sur :
- une injection énergétique optimisée
- un transfert contrôlé
- une stabilité accrue du bain