Procédé de soudage / K-TIG (Keyhole TIG)
Le soudage TIG pleine pénétration en une seule passe
🔷 Introduction
Le procédé TIG classique est limité par :
- une faible pénétration
- des multipasses obligatoires
- une productivité réduite
Le procédé K-TIG (Keyhole TIG) modifie complètement ce paradigme :
👉 pénétration complète en une seule passe
👉 suppression des chanfreins complexes
👉 augmentation significative de la productivité
👉 On entre ici dans un régime de soudage à haute densité d’énergie, proche du plasma keyhole.
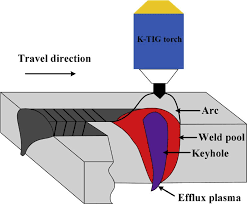
🔷 1. Principe du K-TIG
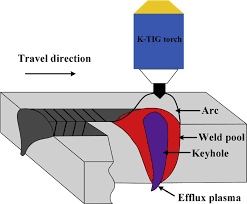
Le K-TIG repose sur un mode de soudage dit :
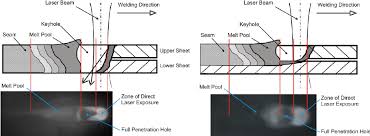
👉 keyhole (trou de serrure)
Dans ce régime :
- l’arc traverse complètement l’épaisseur
- un canal liquide/vapeur se forme
- le bain se referme derrière l’arc
👉 Le joint est formé en une seule passe
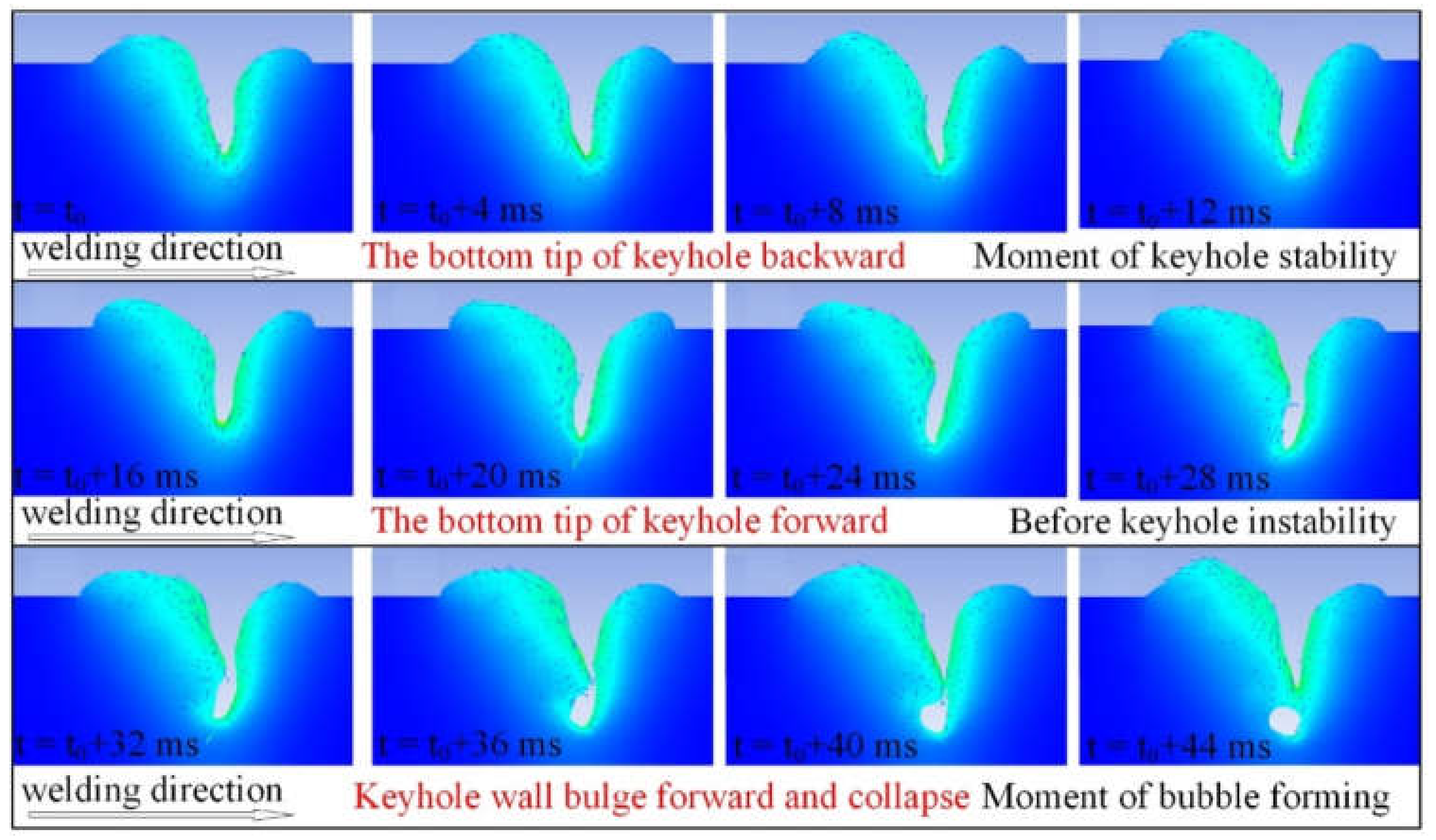
🔬 Lecture physique
Le keyhole est un système dynamique contrôlé par :
- pression d’arc
- forces de tension superficielle
- écoulement du métal liquide
👉 On est dans un régime instationnaire stabilisé
Le maintien du keyhole repose sur un équilibre entre plusieurs forces :
✔ Pression d’arc
- pousse le métal fondu
- ouvre le canal
- maintient la pénétration
✔ Tension superficielle
- stabilise les parois
- empêche l’effondrement
✔ Gravité et viscosité
- contrôlent l’écoulement
- influencent la stabilité du bain
👉 Condition clé :
Pression d’arc ≈ forces de fermeture
🔬 Lecture ASM
Un déséquilibre entraîne :
- fermeture du keyhole → manque de pénétration
- ouverture excessive → effondrement du bain
👉 Le procédé est hautement sensible aux paramètres
🔷 3. Performances du procédé

✔ Pénétration
👉 jusqu’à 10–12 mm en une seule passe (inox)
✔ Vitesse
👉 typiquement 200–400 mm/min
✔ Suppression des multipasses
- pas de chanfrein complexe
- réduction drastique du temps
🔬 Lecture industrielle
👉 réduction :
- temps de soudage
- volume métal déposé
- coût global
🔷 4. Métallurgie et ZAT
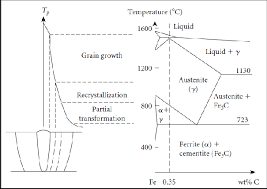
Le K-TIG modifie fortement la métallurgie :
✔ Zone affectée thermiquement (ZAT)
- plus étroite que TIG multipasse
- gradient thermique plus élevé
✔ Solidification
- structure colonnaire dominante
- solidification rapide
✔ Conséquences
✔ réduction du temps à haute température
✔ limitation du grossissement de grains
✔ meilleure homogénéité globale
🔬 Point critique (AWS)
- contrôle ferrite δ en inox
- gestion des contraintes internes
- maîtrise des fissurations à chaud
🔷 5. Avantages industriels
✔ productivité élevée
✔ suppression des multipasses
✔ réduction des préparations
✔ répétabilité élevée
👉 Le K-TIG transforme une logique :
multipasses → monopasse
🔷 6. Contraintes du procédé
❌ Stabilité du keyhole
- équilibre délicat
- fenêtre opératoire étroite
❌ Paramétrage critique
- courant élevé
- vitesse précise
- gaz parfaitement maîtrisé
❌ Domaine limité
Principalement :
- inox
- titane
- alliages spécifiques
🔬 Lecture
👉 procédé peu tolérant aux variations
→ nécessite automatisation
🔷 7. Comparaison TIG / K-TIG
| Critère | TIG classique | K-TIG |
|---|---|---|
| Pénétration | Faible | Très élevée |
| Nombre de passes | Élevé | 1 |
| Productivité | Faible | Élevée |
| Complexité | Faible | Élevée |
| Robustesse | Élevée | Moyenne |
🔷 8. Applications industrielles



Applications typiques :
✔ tuyauteries industrielles
✔ réservoirs inox
✔ structures soudées
✔ équipements sous pression
🔬 Lecture industrielle
K-TIG est pertinent lorsque :
👉 épaisseur modérée
👉 répétitivité élevée
👉 besoin de productivité
🎯 Conclusion
Le K-TIG constitue une rupture dans l’évolution du TIG :
👉 il permet :
- pleine pénétration en une seule passe
- forte réduction du temps de soudage
- amélioration de la productivité
👉 mais impose :
- un contrôle procédé rigoureux
- une maîtrise des paramètres
- une automatisation
🔬 Vision expert
Le K-TIG est un procédé puissant mais exigeant.
👉 Ce n’est pas un procédé “universel”
👉 C’est un procédé industriel ciblé, extrêmement performant dans son domaine.