Plasma Transferred Arc (PTA) vs Plasma Arc Welding (PAW)
Analyse métallurgique et procédés de rechargement dur (Hardfacing)
🔶 1. Introduction
Le procédé Plasma Transferred Arc (PTA) constitue une évolution du Plasma Arc Welding (PAW), particulièrement adaptée aux opérations de rechargement (hardfacing) à faible dilution.
Contrairement au PAW :
- PAW → fil (wire)
- PTA → poudre (powder)
👉 Cette différence modifie profondément :
- la cinématique du bain
- la dilution
- la microstructure finale
- les performances en service
📊 Les dilutions typiques observées :
- PTA : 6–10 %
- procédés classiques : 20–25 %
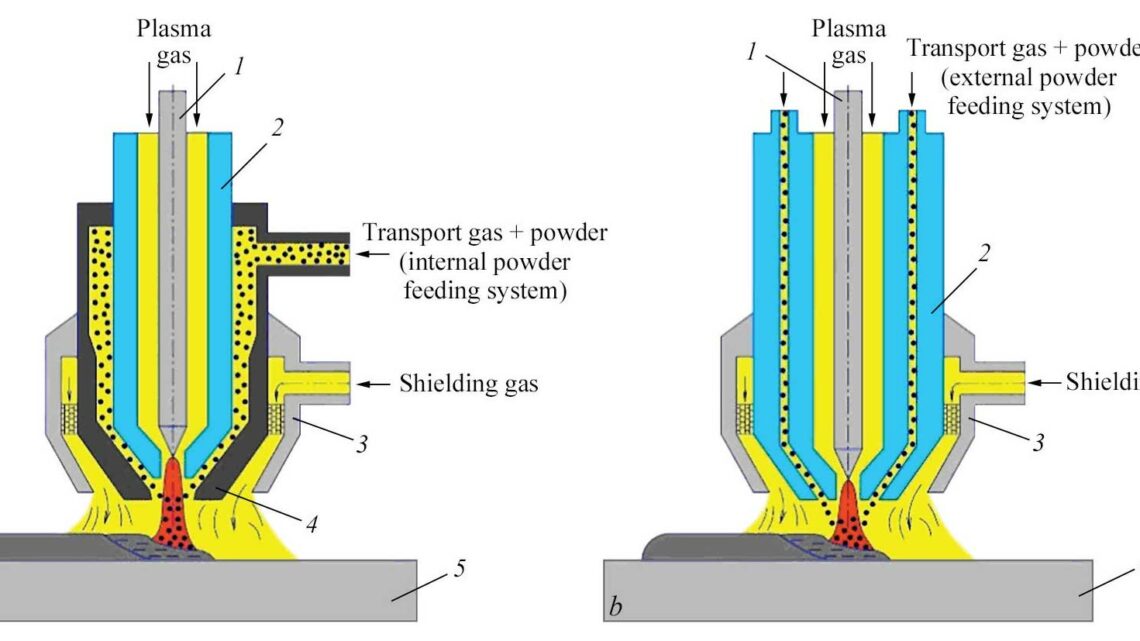
🔶 2. Principe physique du procédé PTA
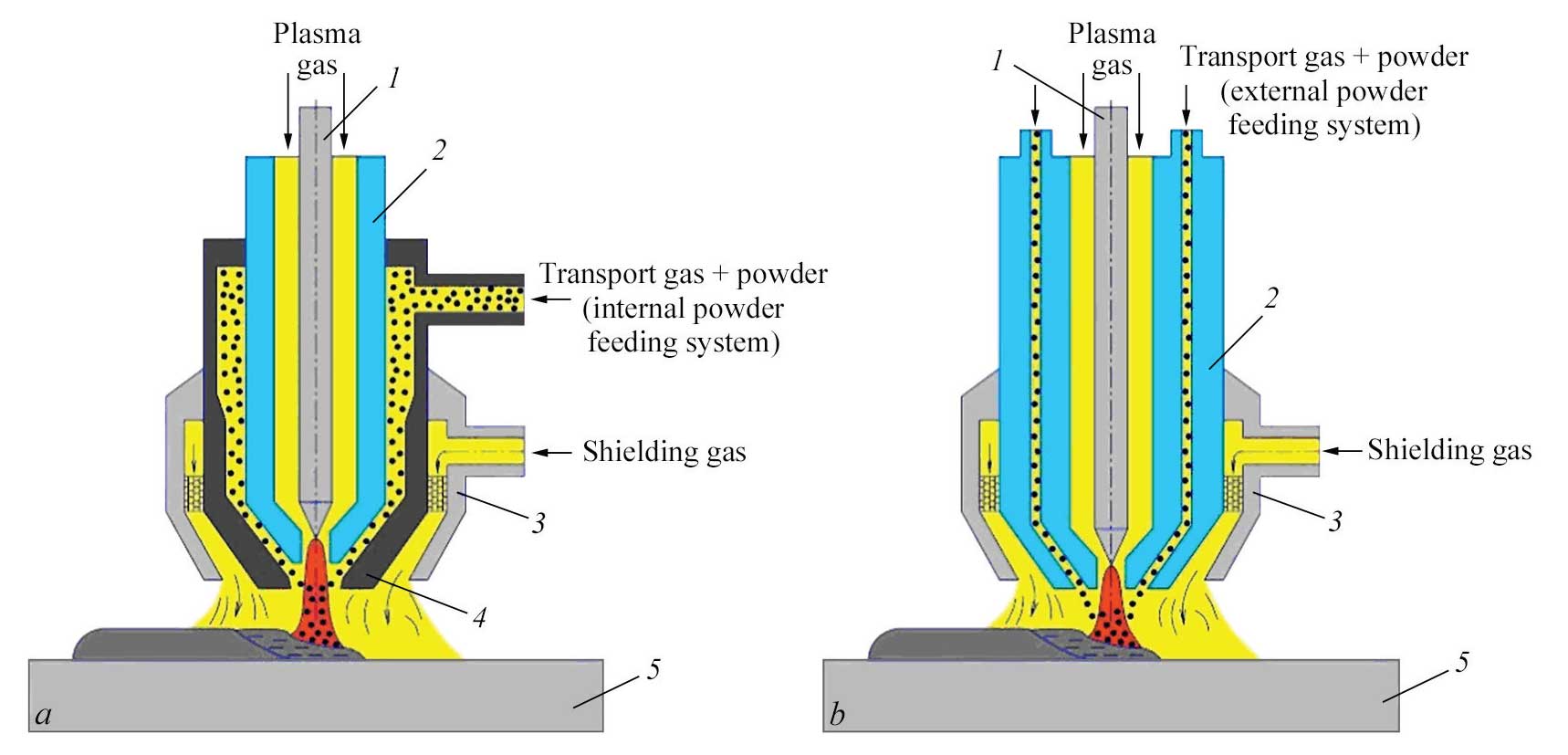
⚙️ Configuration fondamentale
Les deux procédés utilisent :
- électrode tungstène non fusible
- buse constrictrice refroidie
- gaz plasma + gaz de protection
Mais :
👉 PTA ajoute un gaz vecteur de poudre
🔬 Formation de l’arc
Le procédé comporte deux phases :
- Arc pilote (non transféré)
- Arc principal (transféré pièce)
➡️ Permet :
- amorçage stable
- faible résistance électrique
- meilleure reproductibilité
🔶 3. Paramètres clés du procédé
Les paramètres critiques identifiés dans l’étude :
- courant de soudage
- débit gaz plasma / protection / transport
- vitesse d’avance
- distance buse–pièce (NWD)
- recul électrode (Rc)
📌 Influence directe sur :
- géométrie du cordon
- dilution
- microstructure
🔶 4. Influence géométrique (lecture ingénieur)
🔷 Distance buse–pièce (NWD)
- ↑ NWD → ↓ pénétration, ↑ largeur
- limite optimale : 10–15 mm
🔷 Recul électrode (Rc)
- ↑ Rc → arc plus constricté
- ↓ Rc → arc diffus
➡️ Effet mesuré :
👉 ≈ 2.4 V/mm variation tension arc
🔷 Diamètre buse constrictrice
- petit diamètre → arc concentré → pénétration élevée
- grand diamètre → bain large → dilution réduite
🔶 5. Résultats expérimentaux PTA vs PAW
🔷 Géométrie du cordon
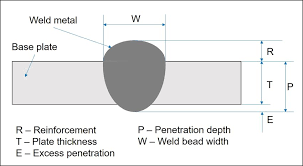
📊 Observations majeures :
- PTA → cordon plus large
- PAW → pénétration plus forte
- PTA → meilleure mouillabilité
- PTA → faible convexité
👉 Indice de convexité optimal ≈ 30 %
🔷 Dilution
📊 Résultats typiques :
- PAW : ≈ 17–25 %
- PTA : ≈ 6–10 %
👉 Explication physique :
- énergie plus diffusée (PTA)
- apport poudre indépendant
- interaction bain / substrat réduite
🔷 Rendement de dépôt
- PTA : 85–95 %
- pertes dues à :
- vaporisation
- dispersion poudre
🔶 6. Microstructure et métallurgie

🔬 Observations microstructurales :
- PTA → structure plus fine
- PAW → structure plus grossière
👉 Influence directe :
- dilution plus faible → composition proche métal d’apport
- solidification plus contrôlée
🔷 Microdureté
- PTA → dureté plus élevée
- PAW → dureté plus faible
➡️ Corrélation directe :
👉 dilution ↑ → dureté ↓
🔶 7. Analyse métallurgique avancée
🔬 Mécanismes clés
- Dilution
- gouverne composition chimique
- impact carbures (Stellite)
- Cinétique thermique
- refroidissement → taille dendritique
- Hydrodynamique du bain
- PTA → bain calme
- PAW → convection plus forte
🔷 Cas Stellite 6
- Co-base + carbures (Cr, W)
- sensibilité dilution :
👉 dilution élevée → perte résistance usure
🔶 8. Synthèse comparative (niveau expert)
| Paramètre | PTA | PAW |
|---|---|---|
| Dilution | 🔻 Faible | 🔺 Élevée |
| Pénétration | Faible | Élevée |
| Largeur cordon | Large | Étroit |
| Microstructure | Fine | Grossière |
| Dureté | Élevée | Plus faible |
| Application | Rechargement | Soudage |
🔶 9. Conclusion
Le procédé PTA s’impose comme une technologie de référence pour :
✔ rechargement anticorrosion
✔ anti-usure
✔ applications critiques (turbines, pétrole, offshore)
👉 Ses avantages fondamentaux :
- faible dilution
- contrôle microstructural
- haute performance tribologique