Investigation du mécanisme A-TIG et des gains de productivité en soudage TIG
🔷 RÉSUMÉ
Le soudage Tungsten Inert Gas (TIG) demeure l’un des procédés majeurs utilisés dans l’industrie pour la réalisation d’assemblages de haute qualité. De nombreux développements ont eu lieu dans la technologie du soudage TIG, notamment en ce qui concerne les sources de courant, les gaz de protection, les électrodes en tungstène et les torches de soudage. Bien que certaines évolutions — telles que l’ajout d’éléments actifs dans l’électrode pour augmenter l’émissivité, l’utilisation de mélanges gazeux ou l’optimisation de la géométrie de la pointe de l’électrode — aient permis d’améliorer les caractéristiques de l’arc et le profil de pénétration du cordon, les gains de productivité sont restés marginaux.
Une augmentation de la productivité peut être obtenue en augmentant la profondeur de pénétration, ce qui permet de réduire le nombre de passes de soudage. Le procédé TIG activé (A-TIG) peut être avantageux à cet égard.
Le procédé A-TIG consiste à améliorer la capacité de pénétration de l’arc en soudage TIG. Cela est obtenu par l’application d’une fine couche de flux activant sur la surface de la pièce avant le soudage. L’effet du flux est de constricter l’arc, ce qui augmente la densité de courant au niveau de la racine anodique ainsi que la force exercée par l’arc sur le bain de fusion. Le mécanisme réel par lequel le flux provoque cette constriction de l’arc n’est pas encore totalement compris.
Malgré les avantages en termes de productivité, l’industrie a jusqu’à présent été lente à adopter ce procédé. Cela s’explique en partie par le fait que le flux représente un coût supplémentaire et que son application constitue une opération additionnelle. De plus, les flux commerciaux ont tendance à produire un état de surface inférieur à celui du TIG conventionnel et génèrent un résidu de laitier en surface qui doit être éliminé. Le TWI a développé un nouveau flux activant permettant de réduire plusieurs de ces inconvénients.
Dans ce travail, certains mécanismes proposés pour le procédé A-TIG sont discutés et des hypothèses sont formulées sur la base de résultats expérimentaux. L’étude explore également l’utilisation du procédé A-TIG avec le flux développé par le TWI pour améliorer la pénétration et la productivité lors du soudage de tubes en acier inoxydable. Les résultats montrent que la régularité de la qualité, la réduction de la préparation de joint, la diminution des déformations et l’amélioration de la productivité peuvent rendre le procédé A-TIG plus attractif que le TIG conventionnel pour le soudage de tubes.
🔷 1. INTRODUCTION
Le procédé de soudage A-TIG consiste à augmenter la capacité de pénétration de l’arc en soudage TIG [1]. Cela est obtenu par l’application d’une fine couche de flux activant sur la surface du joint avant le soudage. L’effet du flux est supposé constricter l’arc, ce qui augmente la densité de courant à l’anode ainsi que la force de l’arc agissant sur le bain de fusion.
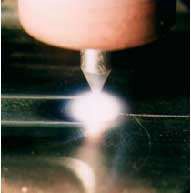
L’aspect constricté de l’arc en A-TIG est comparé à l’aspect diffus caractéristique de l’arc TIG conventionnel dans la figure suivante :
📌 Fig. 1
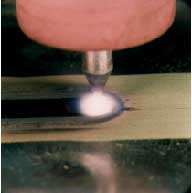
Comparaison entre l’arc TIG conventionnel et l’arc A-TIG
L’utilisation de flux activants pour le soudage TIG a été rapportée pour la première fois par l’Institut EO Paton de soudage électrique en ex-Union soviétique dans les années 1950. Plus récemment, ces flux sont devenus disponibles commercialement auprès de plusieurs fournisseurs. Ils sont annoncés comme adaptés au soudage de différents matériaux, notamment les aciers C-Mn, les aciers Cr-Mo, les aciers inoxydables et les alliages à base de nickel.
Les flux sont généralement disponibles sous forme d’aérosol ou sous forme de pâte (poudre mélangée à un solvant), appliquée sur la surface à l’aide d’un pinceau. Ils peuvent être utilisés aussi bien en soudage manuel qu’en soudage mécanisé, bien que leur contrôle soit plus difficile en mode manuel.
Les principaux avantages revendiqués du procédé A-TIG par rapport au TIG conventionnel sont :
- Augmentation de la productivité grâce à une plus grande profondeur de pénétration, pouvant atteindre environ 8 mm en acier inoxydable, contre environ 3 mm en TIG classique.
- Réduction des déformations, car une préparation de joint en bord droit (sans chanfrein) permet de limiter les retraits par rapport à un joint en V multipasse.
- Suppression des variations de pénétration liées aux variations métallurgiques entre coulées, par exemple pour des aciers inoxydables à très faible teneur en soufre (~0,002 %), qui donnent habituellement des cordons larges et peu profonds en TIG conventionnel.
Malgré ces avantages, l’industrie a été lente à adopter ce procédé pour plusieurs raisons :
- coût supplémentaire du flux,
- opération supplémentaire d’application,
- état de surface inférieur,
- présence de résidus de laitier nécessitant un nettoyage.
Afin de réduire ces inconvénients, le TWI a développé un flux présentant les caractéristiques suivantes :
- composition simple et facilement disponible,
- non toxique (sans halogènes ni fluorures),
- performances comparables aux flux commerciaux,
- bon aspect de surface avec peu de résidus.
🔷 2. MÉCANISMES PROPOSÉS DU PROCÉDÉ A-TIG
La première référence publiée concernant les flux activants pour le soudage TIG remonte à 1965 [2] et mentionne une amélioration de la pénétration lors du soudage d’alliages de titane avec un flux sans oxygène. Ces flux étaient constitués de fluorures et chlorures de métaux alcalins et alcalino-terreux.
Un effet sur les caractéristiques physiques du procédé, notamment une augmentation de la tension d’arc, a été observé. Le premier article décrivant un effet similaire sur les aciers date de 1968 [3], avec des flux émettant des vapeurs de fluorures, chlorures, composés oxygénés et autres éléments.
Il a été suggéré que la capacité du flux à mouiller la surface du bain fondu influençait son efficacité et que la composition pouvait être ajustée pour modifier la tension superficielle et améliorer le mouillage [4]. Cependant, le lien exact entre ce mouillage et l’amélioration de la pénétration reste peu clair.
La modification de la tension superficielle et du mouillage a été utilisée pour expliquer les variations de pénétration, y compris dans des procédés sans arc comme le laser ou le faisceau d’électrons.
Le comportement du bain est lié au coefficient thermique de tension superficielle (TCST) :
- si le TCST est négatif, l’écoulement se fait vers l’extérieur → cordon large et peu profond
- si le gradient est positif, l’écoulement est dirigé vers le centre → cordon étroit et profond
Dans les aciers inoxydables, le soufre influence fortement ce phénomène. D’autres éléments comme le calcium ou l’aluminium peuvent également jouer un rôle indirect.
Il est supposé que le flux activant agit de manière similaire.
📌 Fig. 2
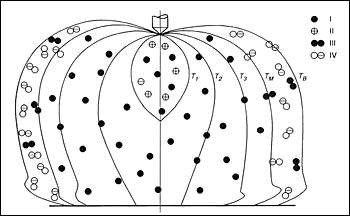
Distribution des particules halogénées dans les différentes zones de l’arc (selon Simonik)
D’autres mécanismes ont été proposés. L’un d’eux repose sur l’absorption d’électrons par les constituants du flux, formant des ions négatifs (théorie de Simonik [6]).
Selon cette théorie :
- les halogènes présents dans l’arc peuvent exister sous forme d’atomes neutres, de molécules ou d’ions,
- dans l’axe de l’arc, les électrons sont très énergétiques → peu d’influence des halogènes,
- en périphérie, des ions négatifs peuvent se former par capture d’électrons,
- cela réduit la conductivité périphérique,
- ce qui entraîne une constriction de l’arc.
Ostrovskii [7] a proposé que la constriction de l’arc augmente la force électromagnétique axiale, ce qui entraîne un écoulement du métal liquide vers le fond du bain, augmentant la pénétration.
Lucas et Howse ont repris la théorie de l’absorption des électrons pour expliquer :
- la constriction de l’arc,
- l’augmentation de la pénétration.
Selon eux :
- les électrons apportent l’énergie principale au bain,
- la constriction augmente la densité de courant et la tension d’arc,
- la température à l’anode augmente,
- les vapeurs de flux capturent les électrons en périphérie,
- le courant est forcé à passer par le centre de l’arc.
Cela produit :
- un arc plus étroit,
- un bain plus profond.
🔷 3. OBJECTIFS
Les objectifs de cette étude étaient :
- mieux comprendre le mécanisme de l’A-TIG,
- évaluer ses avantages en soudage des inox,
- mesurer le gradient thermique dans le joint,
- analyser la composition du plasma d’arc.
🔷 4. PROGRAMME EXPÉRIMENTAL
Des essais TIG et A-TIG mécanisés ont été réalisés sur plaques inox 304L de 5 mm.
Conditions :
- 150 A
- longueur d’arc : 2 mm
- vitesse : 10 cm/min
- argon pur 12 l/min
- électrode W + 2 % Th Ø 2,4 mm
Le flux TWI a été appliqué au pinceau avec une épaisseur d’environ 40 µm.
Des thermocouples ont été placés au dos du joint pour mesurer les températures.
🔷 5. RÉSULTATS
Les mesures montrent :
- A-TIG : ~950°C sur l’axe
- TIG : ~600°C sur l’axe
À 9 mm :
- A-TIG : ~450°C
- TIG : ~600°C
Les résultats montrent :
- diminution des raies d’argon,
- augmentation des métaux alcalins.
🔷 6. DISCUSSION
Le gradient thermique est beaucoup plus marqué en A-TIG.
Le bain est plus étroit (~6 mm) que en TIG (~9 mm).
L’effet observé ne peut pas être expliqué uniquement par le TCST.
Les auteurs concluent que :
- la force électromagnétique accrue joue un rôle dominant,
- elle peut inverser le sens d’écoulement du bain.
Le potassium (4,34 eV) s’ionise plus facilement que l’argon (15,76 eV), ce qui facilite la conduction et la constriction de l’arc.
🔷 7. CONCLUSIONS
- gradient thermique plus élevé en A-TIG
- diminution de l’argon dans l’arc
- augmentation des métaux alcalins
- constriction due à ionisation préférentielle
- augmentation des forces électromagnétiques
- amélioration significative de la productivité
🔷 Auteurs
V. Kumar, Bill Lucas, D. Howse, G. Melton, S. Raghunathan
TWI Limited, Cambridge, Royaume-Uni
Louriel Vilarinho – Université Fédérale d’Uberlândia, Brésil