Procédés de soudage avancés : MIG contrôlé, hybride laser, FSW et simulation
🔶 1. Introduction
Le soudage moderne n’est plus un simple procédé empirique.
👉 Il repose aujourd’hui sur :
- la physique de l’arc
- la mécanique du bain
- la métallurgie de solidification
- le pilotage numérique temps réel
📌 Comme le souligne la littérature industrielle :
➡️ le soudage reste un special process nécessitant un contrôle strict des paramètres
Analyse complète des procédés de soudage avancés : CMT, ColdArc, laser hybride, FSW et simulation. Approche métallurgique et industrielle.
🔶 2. Architecture des procédés modernes


🔷 Trois grandes familles industrielles
1. Procédés à arc contrôlé
- TIG / GTAW
- MIG/MAG avancé (CMT, STT, ColdArc, forceArc)
2. Procédés haute densité d’énergie
- Plasma (PAW / PTA)
- Laser
- Faisceau d’électrons
3. Procédés à l’état solide
- FSW (Friction Stir Welding)
- MPW (Magnetic Pulse Welding)
🔶 3. Maîtrise de l’arc — révolution des générateurs numériques


🔬 Évolution clé
👉 Le progrès ne vient plus du procédé seul
👉 mais du pilotage de l’arc
🔷 Exemples industriels (SLV / GSI)
- CMT (Fronius)
→ détachement contrôlé par recul du fil - STT (Lincoln)
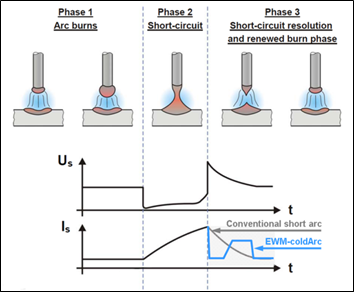
→ contrôle énergétique du court-circuit - ColdArc (EWM)
→ réduction des pics de courant - forceArc
→ arc rigide et directionnel
📌 Objectifs :
- suppression des projections
- réduction énergie thermique
- stabilité en position
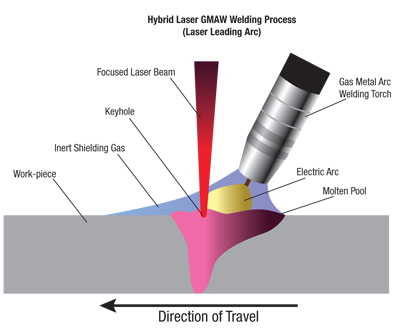
🔷 Principe
👉 Combiner :
- une source haute énergie (laser / plasma)
- une source apport matière (MIG/MAG)
🔷 Avantages mesurés
- vitesse ↑ (jusqu’à plusieurs m/min)
- pénétration ↑
- déformation ↓
- tolérance géométrique ↑
📊 Exemple :
- réduction zone fondue : ≈ −40 %
- vitesse multipliée ×2 à ×3
🔶 5. Procédés à l’état solide — rupture technologique
🔷 Friction Stir Welding (FSW)


🔬 Principe
- matériau en phase viscoplastique
- pas de fusion
- mélange mécanique
🔷 Applications critiques
- nucléaire (cuivre épais)
- spatial (réservoirs)
- aluminium structurel
📌 Avantage majeur :
👉 absence de défauts solidification
🔷 Magnetic Pulse Welding (MPW)
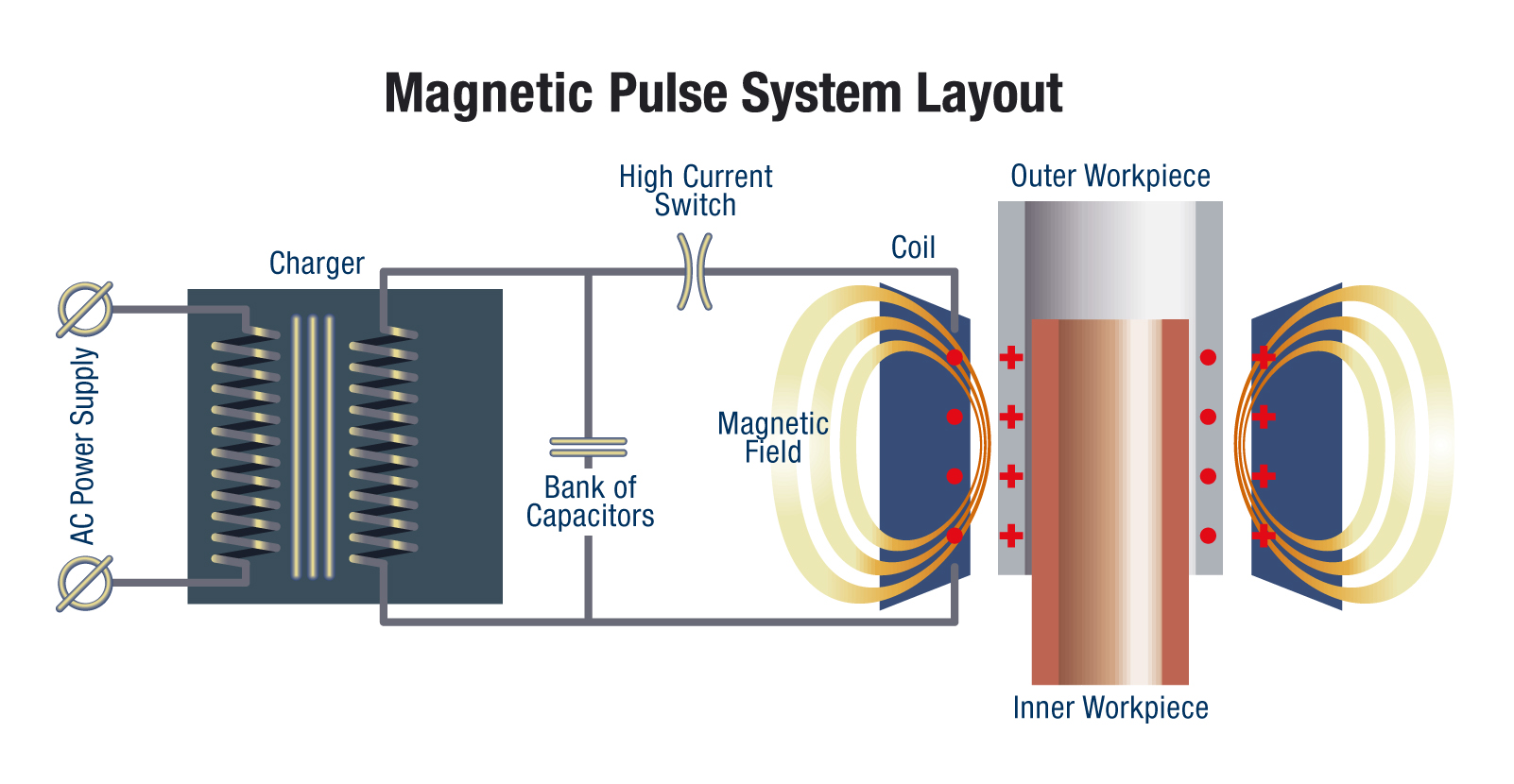
🔬 Principe
- courant impulsionnel : 100–1000 kA
- champ magnétique intense
- impact à grande vitesse
🔷 Résultat métallurgique
- liaison solide
- interface ondulée typique
- aucune zone fondue
🔶 6. Simulation et contrôle

🔷 Simulation numérique
Permet :
- prédiction des déformations
- calcul contraintes résiduelles
- optimisation paramètres
🔷 Capteurs intelligents
- suivi de joint en temps réel
- ajustement automatique paramètres
- contrôle qualité en ligne
📌 Exemple :
👉 adaptation vitesse / énergie selon le jeu de joint
🔶 7. Métallurgie et maîtrise thermique
🔬 Points critiques
- Apport thermique
- Cinétique de solidification
- Dilution
- Transformation de phase
🔷 Tendance moderne
👉 Réduire :
- volume fondu
- ZAT
- contraintes résiduelles
👉 Augmenter :
- précision
- répétabilité
- automatisation
🔶 8. Vision industrielle
- MIG avancé = contrôle bain (comme STT )
- PTA / Plasma = logique cladding (Inconel 625)
- Hybrid = futur du soudage lourd
- FSW = révolution hors fusion
🔶 9. Conclusion
Les procédés avancés reposent sur trois piliers :
✔ maîtrise de l’énergie
✔ contrôle temps réel
✔ hybridation des technologies
👉 La tendance lourde :
➡️ passer du soudage thermique
➡️ vers le soudage piloté physiquement
Mot-clé principal
Procédés de soudage avancés
- plasma arc welding keyhole penetration stainless steel
- CMT welding droplet transfer high speed camera
- laser hybrid welding deep penetration weld cross section
- friction stir welding nugget microstructure aluminium
- welding simulation FEM distortion residual stress